Компания Механика — Расточка блока цилиндров
Расточка блока цилиндров – операция перед хонингованием
(фото: расточка блока цилиндров)
Когда необходим капитальный ремонт двигателя
Итак, расточка блока цилиндров. Эта операция входит в технологическую цепочку капитального ремонта двигателя.
А когда он требуется – капитальный ремонт? О тревожных симптомах мы писали в статье «Хонингование – операция финишная и… самостоятельная». Но следуя логике изложения, напомним о них.
Итак, снижение мощности, падение компрессии, увеличение расхода масла, характерный запах и цвет отработавших газов – все это признаки износа цилиндропоршневой группы. И самое правильное для водителя – прервать эксплуатацию и обратиться к профессиональным ремонтникам, например, в фирму «Механика».
А дальше – квалифицированная диагностика состояния цилиндров, поскольку простая замена поршневых колец, которую предложат на многих сервисах, вряд ли поможет. Нет, нужны замеры, замеры и еще раз замеры!
Нет, нужны замеры, замеры и еще раз замеры!
Снять металл
В зависимости от их результата специалисты «Механики» предложат три варианта:
- только хонингование как основную и одновременно финишную операцию;
- расточка цилиндров в ремонтный размер с последующим финишным хонингованием;
- гильзовка с финишным хонингованием, если последний ремонтный размер уже выбран предыдущей расточкой.
Вариант №2, т.е. расточка в ремонтный размер с финишным хонингованием, является самым распространенным.
(фото: финишное хонингование)
Суть операции в следующем. Вертикальный шпиндель расточного станка с закрепленным резцом вращается и опускается вглубь цилиндра. Резец снимает лишний металл с зеркала, устраняет эллипсность, конусность и ступеньку выработки вблизи верхней мертвой точки поршня (ВМТ).
Важно, что резец, в отличие от хона, закреплен в шпинделе жестко. И если хон при обработке «плавает», волей-неволей повторяя конфигурацию внутренней поверхности цилиндра, то резец совершает рабочий ход строго по вертикали.
Именно этот фактор позволяет выставить инструмент таким образом, чтобы убрать эллипсность, а точнее, яйцеобразную форму изношенного цилиндра. И тем самым восстановить его геометрию – разумеется, уже в ремонтном размере. Кстати, одним только хоном убрать эллипс можно, а вот более причудливые бочкообразные износы – нет.
Казалось бы, операция расточки проста. На деле эта «простота» требует точного оборудования и высочайшей квалификации исполнителя. Об этом далее.
Расточка блока цилиндров в цифрах
Сколько металла снимается при расточке? Правильнее поставить вопрос так: сколько ремонтных размеров существует в современных моторах? Как правило, их два: 0,5 мм и 1 мм от номинала. Встречаются и исключения – 0,25 мм, например. Но это редко.
В компании «Механика» нам рассказали любопытные случаи. Не так давно были популярны пяти- и шестицилиндровые моторы Volvo. И производитель выпускал для них ремонтные поршни 0,2 и 0,4 мм.
Первый размер был никому не нужен – ну прямо как Неуловимый Джо.
(фото: расточка цилиндров)
База под расточку: плоскость
В металлообработке едва ли не самое главное – базирование детали. Это важно и в токарном, и во фрезерном деле, и, конечно же, в специальных операциях по ремонту двигателя. Правильно выбранная база – это гарантия соосности, перпендикулярности и параллельности различных элементов детали при обработке. В нашем случае это обеспечение перпендикулярности осей цилиндров и коленчатого вала.
Рядные блоки, как правило, предварительно базируют по плоскости масляного поддона картера. Важно, чтобы эта поверхность была хорошо очищена, остатки прокладки здесь недопустимы.
После установки блока смотрят: а как расположена плоскость головки блока цилиндров (ГБЦ)? Дело в том, что она не всегда параллельна плоскости поддона картера. С помощью щупов и индикатора «выставляется горизонт» плоскости ГБЦ, то есть ее положение в продольном и поперечном направлениях.
С помощью щупов и индикатора «выставляется горизонт» плоскости ГБЦ, то есть ее положение в продольном и поперечном направлениях.
Далее блок фиксируется специальными зажимами, мастер с помощью центроискателя выставляет резец на необходимую величину съема и запускает станок.
Если производится ремонт 0,5 мм (от номинала или от первого ремонтного размера), то расточка проводится за один проход. Если по каким-то причинам выполняется ремонт «через размер», то делается два прохода инструмента.
Подача резца автоматическая, и на обработку четырех цилиндров уходит порядка часа.
База под расточку: скалка
Бывает, что привозят рядные блоки, которые уже однажды ремонтировали – когда-то, где-то, у кого-то. И базировали их просто по плоскости масляного поддона, не обеспечивая перпендикулярности осей цилиндров и коленчатого вала.
В этом случае для качественного ремонта требуется базировать блок по постелям коленчатого вала. Да клиент и сам часто просит: сделайте по постелям.
В этом случае для базирования используется скалка – шлифованный металлический стержень, установленный на призмы.
Скалка имитирует коренные шейки коленчатого вала. Выставлять блок в продольном направлении не требуется – только в поперечном, что и делается с помощью индикатора. Далее проводится расточка, гарантирующая перпендикулярность осей цилиндров и «колена».
Но заметьте – до сих пор мы говорили о рядных моторах. А блоки V-образные? Сразу скажем, что их базируют только по постелям коленвала на скалке –иначе сделать это невозможно.
После расточки блока в той же базе (на скалке!) обрабатывают плоскости ГБЦ. Тем самым обеспечивают параллельность этих плоскостей оси коленчатого вала. Кстати, об этом рассказывает руководитель «Механики» Дмитрий Николаевич Даньшов в ролике https://www.youtube.com/watch?v=MJY1PgZfnBA Советуем посмотреть.
Не оставим без внимания и оппозитные двигатели Subaru. Как растачивают их? А вот как: попарно. Сначала один полублок, потом другой.
Как растачивают их? А вот как: попарно. Сначала один полублок, потом другой.
И в заключение этого раздела подчеркнем особо: при расточке обязательно оставляется припуск на хонингование. Эта финишная операция выполняется всегда!
Преимущества «Механики»
Почему с ремонтом блока (и не только блока) стоит обращаться в компанию «Механика»? Основные аргументы приведены в уже упоминавшейся статье «Хонингование – операция финишная и… самостоятельная» – с ними легко ознакомиться. Мы же сделаем несколько добавлений.
Нельзя не упомянуть тщательность подготовки блока к ремонту. Его скрупулезно очищают и отмывают на специальном оборудовании под давлением. А после завершения операций удаляют технологическую грязь и прочищают масляные каналы – в том числе и ультразвуковым способом.
Станочный парк «Механики» разнообразен, здесь работают и станки советского производства, о чем руководство говорит с гордостью. Во-первых, поговорка «советское – значит отличное» родилась не на пустом месте.
(фото: производственные цеха Механики)
И заканчивая этот рассказ, вернемся к базированию блока и скалкам. Кроме станков, компания «Механика» производит и специальные приспособления для работы с V-образными блоками. Оно обеспечивает точное базирование блоков на скалке и применяется при обработке плоскостей, гильзовке, расточке и хонинговании. Такую оснастку можно приобрести.
Производство оборудования – тоже аргумент в пользу фирмы, подчеркивающий уровень ее профессионализма.
Автор: Юрий Буцкий, к.т.н.
Расточка блока цилиндров
Блок цилиндров считается одной из самых важных частей двигателя автомобиля. От качества работы блока цилиндров будет зависеть эффективность работы всего ДВС. Однако, по мере износа двигателя Вашего автомобиля, внутренняя поверхность цилиндров может терять правильную цилиндрическую форму, что приводит к проблемам в работе ДВС и потере его мощности.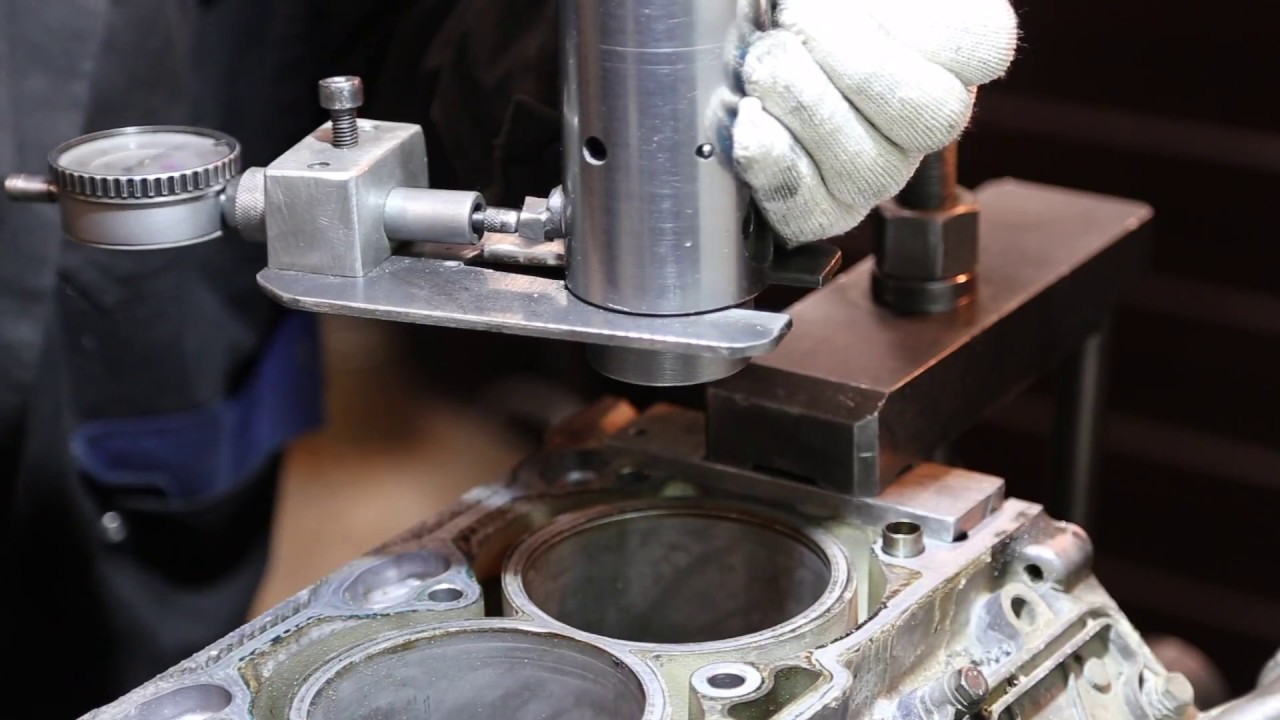 Чаще всего эти проблемы связаны с деформацией и выводом из строя силовых агрегатов двигателя, вызванных чрезмерным внутренним напряжением. Нередко нарушения внутренней поверхности блока возникают при неравномерном износе цилиндра, например когда ось цилиндра не перпендикулярна оси коленвала. Это приводит к неравномерному движению поршня в блоке, в результате чего происходит повышенный износ двигателя. Как бы то ни было, единственным способом исправить такой дефект является расточка блока цилиндров.
Чаще всего эти проблемы связаны с деформацией и выводом из строя силовых агрегатов двигателя, вызванных чрезмерным внутренним напряжением. Нередко нарушения внутренней поверхности блока возникают при неравномерном износе цилиндра, например когда ось цилиндра не перпендикулярна оси коленвала. Это приводит к неравномерному движению поршня в блоке, в результате чего происходит повышенный износ двигателя. Как бы то ни было, единственным способом исправить такой дефект является расточка блока цилиндров.
В чём же заключается суть такой процедуры? Расточкой блока цилиндров называют устранение неровностей и дефектов (нередко заводских) путём снятия слоёв метала в тех местах блока, где имеется дефект, зазубрина, неровность или слишком узкий диаметр просвета. Также расточка позволяет выровнять оси цилиндров, и выправить нарушенную геометрию блока. Иногда расточку блока цилиндров проводят исключительно для того чтобы увеличить мощность двигателя автомобиля (под больший диаметр цилиндра). На первый взгляд процедура кажется до банальности простой.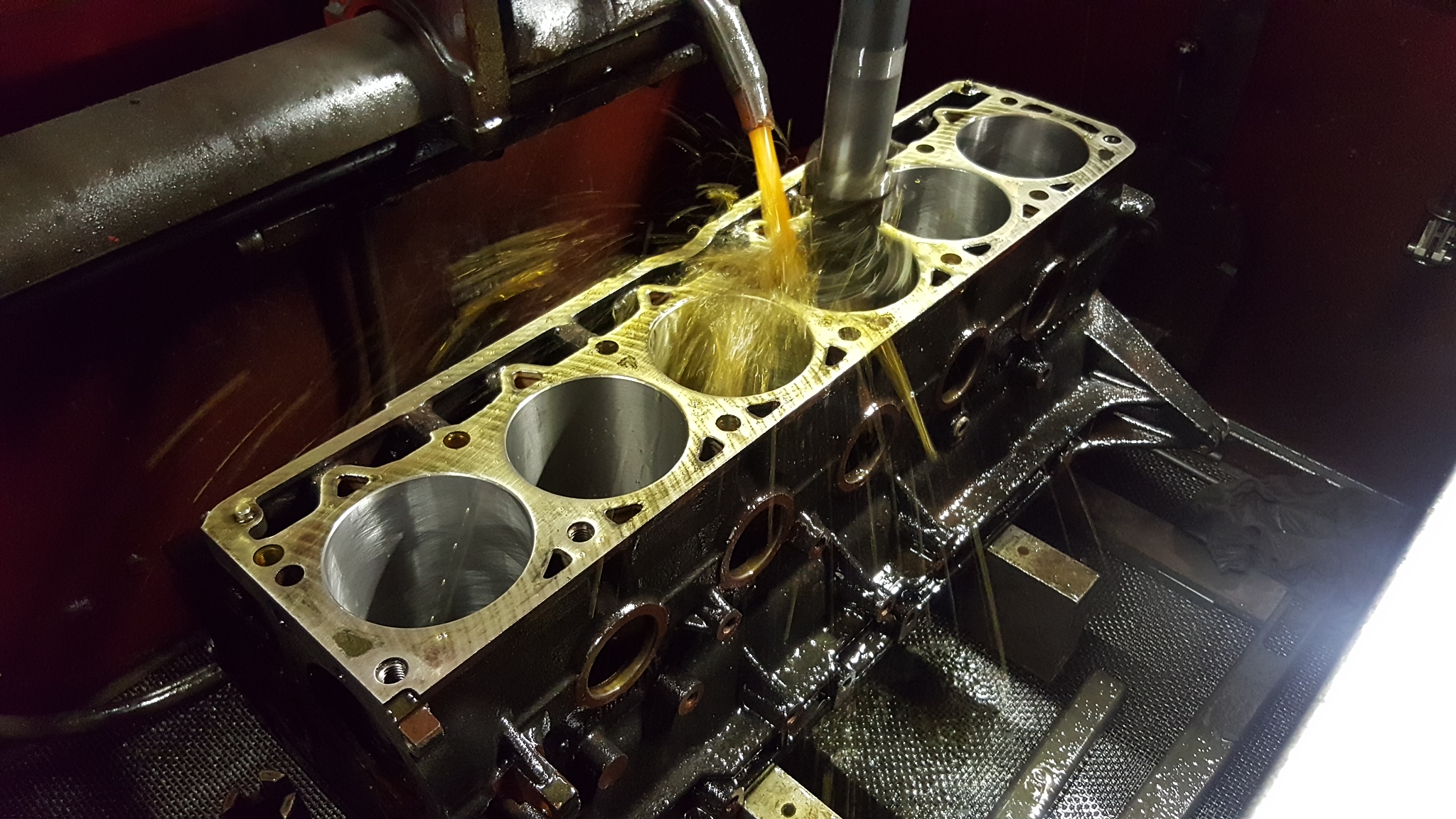
Перед началом работ по расточке, квалифицированные специалисты проводят дефектовку блока цилиндров. Дефектовка позволяет определить ремонтопригодность цилиндра, а также причины и величину неисправности, способы её устранения. Дефектовка блока цилиндров проводится при помощи визуального осмотра двигателя и при помощи особых измерительных приборов, которые позволяют определить степень износа маховика, коленвала, блока цилиндров, а также выявить геометрические отклонения и дефекты блока и т.д. Без проведения дефектовки дальнейшая работа по ремонту бессмысленна. После проведения всех диагностических процедур и выявления деформаций и нарушений работы блока цилиндра, приступают к самой расточке.
Расточка блока цилиндров – очень точная и тонкая процедура, требующая от специалиста особых навыков и умений. Говоря простым языком, расточкой называют поэтапное снятие металла со стенок блока, при помощи специальных резцов. Во время проведения работы, двигатель фиксируется на столе расточного станка таким образом, чтобы его верхняя и нижняя части были параллельны друг другу. Это позволяет добиться постепенного выравнивания поверхности и равномерности диаметра цилиндра. После этого каждый отдельно поршневой отсек растачивается при помощи специальных резцов. Качественно выполнить подобную процедуру могут лишь специалисты автосервиса, на профессиональном оборудовании. Все попытки дилетантов произвести расточку в домашних условиях, как правило, приводят к поломке или последующей некачественной работе двигателя.
Заключительным этапом расточки является хонингование, или шлифовка блока цилиндров. Хонингование часто называют чистовой работой по расточке блока цилиндров, поскольку она позволяет добиться идеальной точности и гладкости обрабатываемой поверхности. Шлифование поверхности цилиндров проводится при помощи мелкозернистых абразивных блоков, которые возвратно-поступательными движениями опускаются в каждый из цилиндров. Во время проведения хонингования применяют смазку на керосине или керосиновой смеси веретённого масла. Некоторые дилетанты, считают этот этап работы необязательным, не имеющим особого значения. Наши специалисты с ними не согласны. Мы знаем, что от качества хонингования во многом зависит долговечность работы двигателя.
Шлифование поверхности цилиндров проводится при помощи мелкозернистых абразивных блоков, которые возвратно-поступательными движениями опускаются в каждый из цилиндров. Во время проведения хонингования применяют смазку на керосине или керосиновой смеси веретённого масла. Некоторые дилетанты, считают этот этап работы необязательным, не имеющим особого значения. Наши специалисты с ними не согласны. Мы знаем, что от качества хонингования во многом зависит долговечность работы двигателя.
Расточка блока цилиндров в Самаре – цены
Расточка блока цилиндров
В процессе эксплуатации мотор автомобиля подвергается серьезным нагрузкам. Это особенно явно при движении по сложным участкам дороги. Износу способствует трение поршней о стенки цилиндров. Но износ не бывает равномерным, что приводит к потере их формы. Исправить ситуацию поможет расточка блока цилиндров.
Зачем нужна эта процедура?
Хотя зачастую расточку проводят сторонники тюнинга для увеличения мощности двигателя, есть и другие показания к этому. Работа установки ухудшается, когда топливо с выхлопными газами попадает в картер, а рабочая камера наполняется маслом.
Работа установки ухудшается, когда топливо с выхлопными газами попадает в картер, а рабочая камера наполняется маслом.
Другие признаки поломки:
- Вибрация и стук из-под капота при увеличении оборотов;
- Удары колец о стенки, что приводит к их рассыпанию.
Следует учесть, что подлежат расточке только чугунные цилиндры. Алюминиевые двигатели нужно предварительно осмотреть, так как их внутренняя поверхность покрывается специальным напылением. Оно обеспечивает больший срок эксплуатации, поэтому снимать его категорически запрещено. Такой двигатель проточить не получится.
Как растачиваются блоки цилиндра?
Первым этапом является полная разборка двигателя. Только профессионал должен оценивать текущее состояние цилиндра и принимать решение о его расточке.
Процедура состоит из:
- Изменения исходного размера верхнего кольца к мёртвой точке. Оно должно составлять пять сотых миллиметра;
- Оценки изменений размера в месте соединения стенки поршня и юбки цилиндра.
 Этот размер не должен превышать трех сотых миллиметра.
Этот размер не должен превышать трех сотых миллиметра.
 Этот размер не должен превышать трех сотых миллиметра.
Этот размер не должен превышать трех сотых миллиметра.Эти измерения указывают насколько нужна проточка. Для крепления блока применяется специальный станок. Впоследствии окончательно обрабатываются стенки деталей во избежание неровностей. Далее закупаются новые запчасти под заточенные размеры, собирается двигатель. Завершает работу проверка узлов в различных режимах.
Расточка блока цилиндров в Самаре проводится квалифицированными специалистами с использованием точного оборудования. Мастера обеспечивают чистоту рабочей поверхности и установку запасных частей от мировых производителей. Цена расточки блока цилиндров будут зависеть от сложности проведенных работ. Узнать цену на расточку блока цилиндров в Самаре можно связавшись с нами по телефону или обратившись к нашим менеджерам.
Автоцентр «Гэмбл» занимается обслуживанием, диагностикой и ремонтом иномарок в Самаре: Renault, Нyundai, KIA, Toyota, Ford, Mazda, SKODA, NISSAN, OPEL, Volkswagen, и других марок иностранных производителей.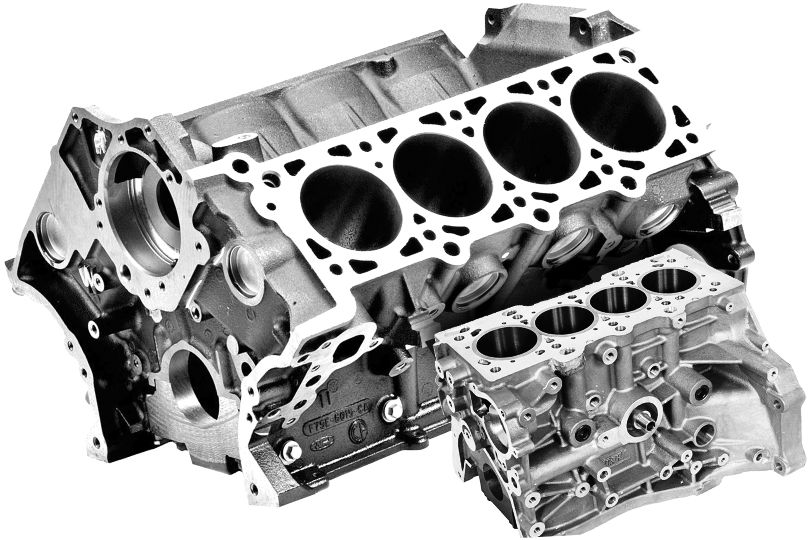
Расточка блока цилиндров двигателя | Тюнинг ателье VC-TUNING
Расточка блока цилиндров двигателяДанная процедура заказывается в VC-tuning, только под определенные тюнинг проекты.
Информационная статья в разделе TT.
Для увеличения технических показателей двигателя (в данном случае это мощность) возможна расточка блока цилиндров.
Стенки цилиндров поршневой системы двигателя автомобиля имеют достаточный запас толщины. Если немного уменьшить это значение, то можно значительно увеличить объём внутреннего пространства цилиндров. Такие манипуляции позволят сжигать большее количество горючего за тоже время, что и до расточки, и, следовательно, мощность двигателя достаточно хорошо возрастает.
Расточка головки блока цилиндров является сложным технологическим процессом, который требует достаточно много профессиональных навыков и наличия специального оборудования. Провести такую доработку двигателя в личном гараже не получится, придётся отправить весь механизм поршневой системы в специально оборудованную автомастерскую.
Провести такую доработку двигателя в личном гараже не получится, придётся отправить весь механизм поршневой системы в специально оборудованную автомастерскую.
Для того чтобы увеличение объёма цилиндров прошло гладко, необходимо сообщить мастеру, производящему ремонт вашего автомобиля, размер гильз. Расточенные гнезда под гильзы должны соответствовать своим размерам, иначе поршни будут работать неправильно и это повлечет за собой сбой всей системы. Перечислим основные требования, которые должны знать не только работники ремонтных автомастерских, предъявляемые к ремонтным гильзам блока цилиндров, это:
- Эллипс и форма гильзы должны быть не больше значения в 0,02мм, величина ширины стенки – 0,01мм.
- Обработка поверхности гильзы должна производиться по классу точности – не ниже 8.
- При обработке гильзы нужно учитывать припуск на расточку, который выбирают из каталога для ремонтных гильз.
 Зазор между поршнем цилиндра и его головкой должен соответствовать установленным нормам. Имеется 5 классов цилиндров и 5 классов поршней соответственно: A, B, C, D, E. Взглянув на дно цилиндра, можно увидеть клеймо, на котором проставлена буква соответствующего класса. Проводить измерение диаметра поршня цилиндра необходимо в перпендикулярных между собой плоскостях (вертикальной и горизонтальной). Измерение глубины гнезда выполняют нутромером. Если полученный зазор меньше значения в 0,15 – все в порядке и поршневая система будет работать без посторонних стуков.
Зазор между поршнем цилиндра и его головкой должен соответствовать установленным нормам. Имеется 5 классов цилиндров и 5 классов поршней соответственно: A, B, C, D, E. Взглянув на дно цилиндра, можно увидеть клеймо, на котором проставлена буква соответствующего класса. Проводить измерение диаметра поршня цилиндра необходимо в перпендикулярных между собой плоскостях (вертикальной и горизонтальной). Измерение глубины гнезда выполняют нутромером. Если полученный зазор меньше значения в 0,15 – все в порядке и поршневая система будет работать без посторонних стуков. Поделывая расточку блока цилиндров на токарном станке, автомеханик должен выдерживать соосность цилиндров относительно базовой стороны. Параллельность деталей поршневой системы согласуют с соответствующими частями распределительного вала. При проведении расточки блока цилиндров оставляют припуск в 0,1 – 0,15мм. Это расстояние обеспечит избежание перекоса при хонинговании головки блока.
Процесс хонингования – обязательная операция при улучшении показателей мощности двигателя автомобиля.
 С наружной поверхности цилиндра и внутренней части гнезда под головку блока цилиндров хонингованием снимают слой материала, оставленного на припуск. Технологический процесс хонингования выполняется по определенной схеме.
С наружной поверхности цилиндра и внутренней части гнезда под головку блока цилиндров хонингованием снимают слой материала, оставленного на припуск. Технологический процесс хонингования выполняется по определенной схеме.расточка блока цилиндров
Расточка блока цилиндров двигателя является ремонтной операцией по восстановлению правильной геометрии изношенных цилиндров и нужного рабочего зазора между поршнями и стенками цилиндров (или гильз цилиндров). И вроде бы это не такая уж и сложная операция, при наличии некоторых знаний и нужного расточного оборудования, однако имеется ряд важных нюансов, о которых не знают, или просто не учитывают некоторые ремонтники и все эти нюансы и тонкости я постараюсь описать в этой статье.
Перед тем как начать писать эту статью и всё, что связано с расточкой блока цилиндров я замечу, что эта статья будет полезна не только автомобилистам, но и конечно же владельцам мотоциклов — ведь цилиндры и ремонтные операции по их восстановлению у автомобилей и мотоциклов практически одинаковы.
После определённого пробега двигателя, каким бы качественным не было бы моторное масло и материал стенок блока цилиндров, они постепенно изнашиваются, их правильная геометрия теряется, зазоры между поршнями и стенками цилиндров увеличиваются и в итоге двигатель теряет былую компрессию и соответственно резвость (мощность ).
Кстати замер компрессии и выявление её низкого значения и является главным критерием того, что мотор пора разбирать а блок растачивать, если конечно с клапанным механизмом всё в порядке (как узнать от чего плохая компрессия я уже писал, например в статье про компрессию — ссылка чуть выше).
К тому же, кроме потери мощности, мотор уже хуже заводится и возрастает расход моторного масла и после каждой поездки приходится восстанавливать его уровень, что добавляет некоторые неудобства водителю и он начинает задумываться о ремонте. А вот как произвести такой ремонт правильно и будет описано в этой статье.
И если даже кто-то и не будет делать его самостоятельно (ведь не у каждого в гараже стоит расточной станок), зато после прочтения этой статьи у автовладельцев уже появится возможность грамотно проконтролировать работников автосервиса, которые выполняли расточку цилиндров и в любой момент водитель сможет произвести соответствующие проверочные замеры и оценить качество работы, а это важно знать, перед тем как начинать сборку двигателя.
К тому же ещё перед тем, как блок цилиндров начали растачивать, водитель по подготовительным действиям работников автосервиса (какие они должны быть я опишу ниже) сможет понять, доверять им расточку, или может быть лучше сменить мастерскую пока не поздно. Ведь не секрет, что после расточки цилиндров в некоторых мастерских, многие двигатели уже не проходят тот же ресурс, какой был у нового мотора.
А всё дело в правильных подготовительных операциях перед расточкой блока, так как правильная подготовка блока и оборудования очень важна (не менее чем сама расточка) и напрямую влияет на дальнейший ресурс отремонтированного двигателя. Все эти нюансы я опишу чуть ниже и надеюсь они помогут правильно выбрать ремонтную мастерскую и конечно же помогут существенно увеличить ресурс вашего мотора после его ремонта.
Расточка блока цилиндров — Важное — подготовка к работе и нужные приспособления.
И так, перед расточкой блока цилиндров очень важно сделать то, чем многие ремонтники пренебрегают, или просто не знают.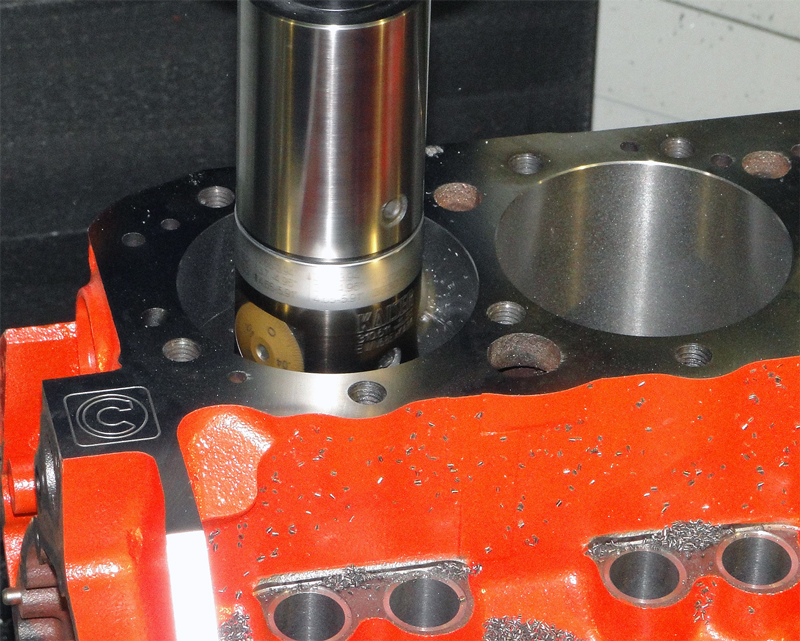
ПЕРВЫЙ ВАЖНЫЙ НЮАНС.
Как правило многие ремонтные мастерские, которые занимаются расточкой и хонинговкой блоков, при расточке цилиндров, главной-базовой плоскостью считают нижнюю плоскость блока мотора, к которой крепится поддон для масла. Говоря проще, станочники перед расточкой берут и ставят блок цилиндров двигателя на крепёжный стол своего станка, затем выверяют и совмещают ось расточной головки с осью растачиваемого цилиндра, далее зажимают блок цилиндров и начинают расточные операции.
Но ведь никто из большинства ремонтников-расточников никогда и не задумывается (ну может быть только когда растачивал блок своего двигателя), а точно ли параллельна нижняя плоскость блока цилиндров мотора оси распределительного и коленчатого вала ??? А точно ли перпендикулярна нижняя плоскость растачиваемого блока осям всех цилиндров этого блока ???
И если даже при серийном производстве на наших автозаводах и выполнили это важное условие (что мне с трудом верится), то от каждодневных нагрузок от перевыполнения плана, постоянной нехватки времени и в процессе интенсивной эксплуатации оборудования, это условие со временем нарушилось. И может быть даже всего на чуть чуть — примерно на доли градуса, а может и больше, а кто это знает и кто вообще это проверяет, особенно сейчас ? Да всего лишь какие то единицы действительно грамотных мотористов, которых ещё нужно постараться найти.
И может быть даже всего на чуть чуть — примерно на доли градуса, а может и больше, а кто это знает и кто вообще это проверяет, особенно сейчас ? Да всего лишь какие то единицы действительно грамотных мотористов, которых ещё нужно постараться найти.
К тому же на многих автозаводах (особенно отечественных) не учитывается процесс изменения формы блока, через некоторое время, в процессе старения блока цилиндров и их сразу же растачивают и отправляют на конвейр для сборки мотора (о процессе старения я ещё напишу ниже).
Не перпендикулярность оси цилиндра и оси коленчатого вала приведёт к быстрому износу деталей двигателя.
И конечно же в итоге, оси коленчатого вала (да и распределительного тоже) оказываются не строго перпендикулярны стенкам цилиндра (осям гильз цилиндров). Чудес не бывает и значит получается, что на шатуны и вкладыши двигателя постоянно будет давить пусть небольшая, но всё таки изгибающая сила.
А значит от этого кольца, поршни, да и стенки гильз цилиндров будут в процессе работы двигателя изнашиваться неравномерно (с одной стороны больше, с другой меньше). Добавим к этому ещё и то, что же между поршнями и стенками цилиндров, будет образовываться не правильная (неравномерная) плёнка моторного масла, то есть менее устойчивая клинообразная плёнка масла, которая будет постоянно выдавливаться из под клина трущейся пары (поршень-цилиндр).
Добавим к этому ещё и то, что же между поршнями и стенками цилиндров, будет образовываться не правильная (неравномерная) плёнка моторного масла, то есть менее устойчивая клинообразная плёнка масла, которая будет постоянно выдавливаться из под клина трущейся пары (поршень-цилиндр).
Следует отметить, что неравномерный слой моторного масла в виде клина, будет образовываться и между шейками и вкладышами коленчатого вала (см. рисунок 3). В результате всего этого при эксплуатации двигателя будет происходить ускоренный износ деталей и разумеется ресурс такого двигателя будет совсем небольшим.
Прочитав то, что написано выше, не сложно сделать естественный вывод, что прежде чем расточнику начинать расточку цилиндров блока двигателя, следует обязательно проверить постели коренных вкладышей коленчатого вала (да и распредвала тоже и вообще любых постелей) на их точную соосность и цилиндричность.
А главное следует обязательно проверить точную перпендикулярность отверстий (осей) постелей относительно осям всех цилиндров двигателя. И уже исходя от этого, правильно закреплять блок в станке и обрабатывать поверхность цилиндров. Проверку можно произвести например с помощью специально сделанных приспособлений, на основе индикатора часового типа, да и вообще любой расточник, ну или фрезеровщик, знает как и с помощью чего произвести такую проверку, но самое печальное, что делают её лишь единицы.
И уже исходя от этого, правильно закреплять блок в станке и обрабатывать поверхность цилиндров. Проверку можно произвести например с помощью специально сделанных приспособлений, на основе индикатора часового типа, да и вообще любой расточник, ну или фрезеровщик, знает как и с помощью чего произвести такую проверку, но самое печальное, что делают её лишь единицы.
И ещё один нюанс — если нижняя плоскость блока двигателя (которую считают базовой) не перпендикулярна осям всех цилиндров мотора, то лучше не подкладывать под нижнюю плоскость блока металлические пластинки, которые немного приподнимут блок с нужной стороны и компенсируют не перпендикулярность, а следует шлифануть нижнюю плоскость блока на шлифовальном станке (ну или хотя бы на фрезерном), чтобы исправить дефект несоответствия.
И только после этого можно буде уже спокойно ложить блок мотора на стол расточного станка, закреплять его и растачивать, ну и затем хонинговать цилиндры (опять же правильным — безабразивным хоном, которые не будет шаржировать поверхности стенок цилиндров). И именно так делают настоящие грамотные и профессиональные мотористы расточники (к сожалению их больше за рубежом).
И именно так делают настоящие грамотные и профессиональные мотористы расточники (к сожалению их больше за рубежом).
И если даже многие авто или мото-владельцы не смогут самостоятельно произвести грамотную подготовку к расточке и саму расточку (ведь не у каждого есть дорогой расточной станок в гаражной мастерской), но зато Вы, уважаемые читатели моего сайта, прочитав эту статью, надеюсь уже сможете адекватно контролировать расточников в каком то автосервисе, которым вы доверите ремонт своего двигателя, а не тупо кивать с открытым ртом на всё, что они Вам говорят и просто безразлично смотреть на их действия, мол якобы они профессионалы и сами всё знают.
ВТОРОЙ ВАЖНЫЙ НЮАНС.
И ещё один очень важный момент, касающийся подготовке к расточке блока цилиндров или их хонинговке. Многие водители и даже ремонтники-расточники не ведают, что при сборке мотора и установки головки цилиндров на блок двигателя и затяжки всех крепёжных болтов головки, геометрическая форма цилиндров немного меняется, так как металл есть металл (любой сплав имеет некоторую пластичность и упругость).
И в реальности получается, что после обжатия всех крепёжных болтов головки динамометрическим ключом, с положенным моментом, сам цилиндр (или цилиндры) уже перестают быть строго цилиндрическим (после обжатия цилиндры принимают вид той же бочки), даже если их изготовили очень точно и до обжатия они были строго цилиндрическим.
Правильная хонинговка цилиндра. 1 — блок цилиндров, 2 — алюминиевая плита с отверстиями, вместо головки, 3 — хон с безабразивными брусочками.
Из выше описанного следует сделать вполне обоснованный и правильный вывод, что и растачивать любой цилиндр, следует обязательно ОБЖАТЫМ с таким же моментом, с каким он будет обжат вместе с головкой после сборки мотора. А для этого следует изготовить из толстой плиты (можно даже из старой головки) плиту, показанную на рисунке 2 слева.
Плита изготавливается с отверстиями под расточной резец или хон (отверстия чуть больше диаметра цилиндров) и с отверстиями под крепёжные болты, с помощью которых плита прижмётся к цилиндрам так же как и головка на двигателе (с таким же положенным моментом).
И только после такой подготовительной операции можно смело начинать расточку блока цилиндров.
После расточки всех цилиндров и откручивания крепёжных болтов (ну и снятия плиты с блока цилиндров), геометрическая форма расточенных и отхонингованных цилиндров, тут же немного нарушится (форма станет примерно такой, как у песочных часов, в середине уже, а сверху и снизу шире).
Но нам теперь остаётся только установить на отремонтированный таким способом блок штатную головку двигателя и затем обжать весь бутерброд динамометрическим ключом с положенным моментом (с таким же как была обжата плита перед расточкой цилиндров), и геометрия расточенных цилиндров Вашего двигателя станет идеальной ! И конечно же цилиндры отремонтированного таким способом Вашего двигателя, станут лучше новых заводских!
Ведь при заводском серийном производстве большинства двигателей на заводах (по крайней мере отечественных), вышеописанную правильную технологию расточки и хонинговки вряд ли применяют (а если и применяют, то только на зарубежных автозаводах выпускающих престижные автомобили).
Ну и конечно же в большинстве ремонтных расточных мастерских, так грамотно и правильно двигатели тоже не обрабатывают и не ремонтируют, а если кто то из некоторых редких ремонтников и делает это, то только для своего двигателя и таких знающих мотористов ещё придётся поискать, чего я Вам очень советую, если конечно же вы желаете долго и без проблем и ремонта ездить на своём автомобиле (или мотоцикле) и не хотите в ближайшее время избавиться от своего любимого коня.
И ещё — учитывать и проверять первый из двух важных нюансов, которые я выделил выше оранжевым цветом, особенно очень важно перед расточкой блоков наших отечественных двигателей, которые собирают на заводе не выдерживая блоки некоторое время на полке, пока происходит процесс старения блока, при котором он меняет форму и происходит потеря геометрической формы всех ранее расточенных отверстий (отверстий цилиндров, постелей валов и т.п.).
И в итоге отечественные блоки со временем как бы «разъезжаются» то есть у них постепенно перекашиваются отверстия всех четырёх цилиндров , относительно постелей подшипников скольжения коленчатого вала и распредвала.
А всё, что необходимо сделать перед расточкой блока цилиндров — это:
- проверить и выполнить два основных нюанса, которые я выделил оранжевым цветом и подробно описал выше.
- доработать блок, если оси постелей коленвала и распредвала не перпендикулярны осям цилиндров.
- доработать блок (шлифануть плоскость) если нижняя плоскость блока не перпендикулярна осям цилиндров.
- затем установить и закрепить блок в поперечной плоскости станка правильно, согласно оси расточной головки.
- перепроверить и откорректировать положение блока цилиндров (с помощью индикатора часового типа) относительно оси расточной головки.
- затем следует обкатать поверхность стенок цилиндров носиком индикатора-нутромера, чтобы найти центра цилиндров (у фирменных расточных станков индикатор вмонтирован в станке — это видно на видео ниже и входит в комплектацию станка).
- ну и остаётся установить расточную головку под нужный диаметр расточки, с припуском на хонингование, которые я опишу ниже.
- произвести расточку блока цилиндров.

Ну а теперь переходим к цифрам, так сказать какие должны быть зазоры, замеры и прочие нюансы, которые будут полезны новичкам и не только.
Цилиндр двигателя — его износ, замеры и правильная геометрия нового цилиндра, или после расточки цилиндров.
Для начала рассмотрим немного, какой получается форма цилиндров после большого пробега двигателя и какой должна быть правильная геометрия нового цилиндра (цилиндров) двигателя, или после расточки, так как эти знания помогут произвести нужные замеры и вообще контролировать геометрию расточенных цилиндров.
Естественно любому понятно, что форма цилиндров двигателя должна быть по форме идеально ровного цилиндра, который имеет абсолютно одинаковые диаметры в любом месте по высоте, а так же при замерах в диаметрально противоположных направлениях (крест-накрест).
Но многие водители, да и практически все ремонтники знают, что изнашивается поршневая группа (цилиндр (гильза) и поршни) неравномерно, так как поршень испытывает наибольшее трение о цилиндр в его середине, и меньшее трение в низу и в верху. От этого форма выработки стенок цилиндров блока образуется в виде бочки (в середине износ больше, а сверху и снизу цилиндра меньше).
От этого форма выработки стенок цилиндров блока образуется в виде бочки (в середине износ больше, а сверху и снизу цилиндра меньше).
индикаторный нутромер
Так же следует учесть, что трение поршня о цилиндр больше спереди и сзади цилиндра, а с боков трение меньше. Это происходит от того, что шатун ходит и создаёт давление взад и вперёд, а не вправо-влево. И разумеется от этого и выработка получается неравномерной, то есть спереди и сзади она больше, а с боков меньше и в итоге цилиндр постепенно превращается в овал.
Такая же неравномерная выработка происходит конечно же и на поршне (поршнях), но поршень нам не важен, так как после расточки при сборке мотора будет заменяться новым, а вот знать как и где вырабатывается цилиндр (гильза) новичкам будет очень полезно.
Замер цилиндра мотоцикла индикаторным нутромером.
И из этих знаний и исходит то, как правильно замерять цилиндр, чтобы увидеть его износ и на сколько придётся растачивать. И значит замерять цилиндр с помощью нутромера следует в нескольких местах. Как пользоваться нутромером в интернете информации море, да и я уже об этом написал вот тут и мне нет смысла повторяться.
Как пользоваться нутромером в интернете информации море, да и я уже об этом написал вот тут и мне нет смысла повторяться.
Места замера цилиндра нутромером.
Кто не знает как пользоваться индикаторным нутромером и кому нужно узнать, то могут кликнуть на ссылку чуть выше и почитать статью в отдельной вкладке. А вот в каких местах производить замеры изношенного цилиндра смотрим на рисунке слева.
Там видно, что точный диаметр цилиндра (как изношенного, так и расточенного для проверки качества) измеряется нутромером в четырёх поясах, но замеры этих поясов производим как в продольном, так и в поперечном направлении (крест-накрест), чтобы узнать не только износ в виде бочки, но и в виде овала.
А вообще проверка цилиндров на износ (и вообще пора ли их растачивать или они ещё поработают) заключается в том, не превышает ли их износ максимально допустимый — 0,15 мм (это для четырёхцилиндровых моторов с объёмом 1,5 — 2.0 литра, а для большекубатурных моторов зазоры могут быть чуть больше, а для малокубатурных зазоры могут быть чуть меньше и максимально допустимые значения можно узнать в мануале конкретного двигателя).
Перед замерами сначала следует настроить индикаторный нутромер на ноль и для настройки нутромера в раскрученных мастерских используется специальный калибр (кольцо из набора), но он не у всех есть, особенно у гаражных мастеров. Но не беда, ведь индикаторный нутромер вполне возможно выставить по диаметру цилиндра в той части, где он не изнашивается ( ведь в самом верху цилиндра любого мотора образуется ступенька, куда поршень не доходит при работе мотора).
Поэтому, по разнице замеров ( размеров) в не изношенном в самом верху месте и в остальных поясах можно судить о степени износа цилиндров.
Также, нутромер можно настроить и по микрометру, а размер на микрометре выставляется по мануалу вашего автомобиля, в котором указывается диаметр нового цилиндра, или по номеру очередного ремонта). Замерив цилиндр в четырёх поясах и в диаметрально противоположных направлениях записываем показания.
И если максимальная степень износа в середине цилиндра (в районе выработанных в середине стенок в виде бочки) превышает 0,15 мм. , то это значит, что необходимо произвести расточку блока цилиндров до ближайшего ремонтного размера, оставив припуск в 0,03 мм., под дальнейшее хонингование с помощью хона, который подробно описан вот тут (припуск может быть и около 0,1-0,15 мм на диаметр, у двигателей с бóльшими рабочими объёмами, или с хонинговкой с абразивными брусками).
, то это значит, что необходимо произвести расточку блока цилиндров до ближайшего ремонтного размера, оставив припуск в 0,03 мм., под дальнейшее хонингование с помощью хона, который подробно описан вот тут (припуск может быть и около 0,1-0,15 мм на диаметр, у двигателей с бóльшими рабочими объёмами, или с хонинговкой с абразивными брусками).
После расточки хонингуем цилиндры блока только с помощью безобразивных брусков, и только они позволят не шаржироваться стенкам цилиндров вашего двигателя абразивной пылью и таким образом ваши кольца и поршни проработают положенный им ресурс — это важно и подробно я об этом уже писал в отдельной очень полезной статье о правильном капитальном ремонте вот здесь.
Там же описаны и правильные подготовительные операции перед расточкой блока цилиндров, которые так же позволят сделать ресурс отремонтированного мотора не хуже и даже лучше, чем у нового. Но о правильных подготовительных операциях я написал и здесь, чуть выше, в отдельном разделе — подготовка к расточке.
При хонинговке следует выдержать такой диаметр цилиндра (цилиндров), чтобы при установке выбранного ремонтного поршня зазор между ним и цилиндром был в пределах 0,025 — 0,045 мм. Как правило, по наружному диаметру новые поршни разбиты на пять классов А, В, С, D. E, через каждые 0,01 мм. Также следует напомнить, что наружная поверхность качественного поршня от любой авторитетной фирмы имеет сложную форму.
То есть по высоте форма поршня немного коническая (это можно проверить с помощью микрометра), а в поперечном сечении овальная, поэтому измерять диаметр нового поршня необходимо в плоскости, перпендикулярной поршневому пальцу и в районе пояса поршневого пальца.
Так же поршни по диаметру отверстия под поршневой палец делятся как правило на три класса 1 , 2, и 3 через каждые 0,004 мм., но у разных производителей могут быть и другие классы и размеры. Классы диаметров поршня и отверстия под поршневой палец обычно выбиваются на днище поршня.
Ещё следует учесть, что поршни делятся ещё на три группы по весу (массе) и разумеется на двигателе все поршни должны быть одинаковой группы по массе. А вообще я советую всегда и поршни, и шатуны (особенно от неизвестных производителей) взвешивать перед установкой на цифровых весах, и если есть даже небольшая разница в весе, то следует сточить в не ответственном месте лишний материал.
А вообще я советую всегда и поршни, и шатуны (особенно от неизвестных производителей) взвешивать перед установкой на цифровых весах, и если есть даже небольшая разница в весе, то следует сточить в не ответственном месте лишний материал.
Ну и поршни ремонтных размеров для отечественных и некоторых импортных автомобилей и мотоциклов обычно изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром (может быть и больше). Стрелка на поршне показывает, что при установке в цилиндр она должна быть направленна в сторону распредвала.
Выше было описано то, что нужно знать новичкам, ну а что касаемо самого процесса расточки блока цилиндров, то описывать его нет смысла, лучше посмотреть видеоролики на эту тему, которые я опубликовал ниже. Но следует всё же написать основное, говоря простым языком, а именно:
Расточка блока цилиндров необходима для восстановления правильной геометрии изношенных цилиндров (то есть чтобы удалить бочку и овал), а также чтобы восстановить требуемый зазор между цилиндром и поршнем. Восстановить требуемый зазор между родными изношенными поршнями и расточенными цилиндрами конечно же не получится, ведь диаметр расточенных цилиндров станет немного больше.
Восстановить требуемый зазор между родными изношенными поршнями и расточенными цилиндрами конечно же не получится, ведь диаметр расточенных цилиндров станет немного больше.
И разумеется зазор восстанавливают между новым ремонтным поршнем, который чуть больше по диаметру, и цилиндром. Для этого следует увеличить диаметр цилиндра с помощью расточки и хонинговки, в соответствии с наружным диаметром нового ремонтного поршня, плюс рабочий зазор. Ну и конечно же расточка уберёт и «бочку» и «овал» и как было сказано выше, восстановит правильную геометрию идеально ровного цилиндра.
Как было описано мной выше, среднее значение необходимого рабочего зазора у большинства серийных двигателей в пределах 0,04-0,05 мм. То есть говоря проще для новичков — это та величина рабочего зазора, на которую диаметр цилиндра должен быть больше наибольшего диаметра ремонтного поршня (как я уже говорил, измеряем наибольший диаметр на юбке поршня в месте перпендикулярном оси отверстия поршневого пальца), и рабочий зазор необходим чтобы поршень не заклинило в цилиндре от теплового расширения.
Зазор может быть и другим (например на большекубатурных моторах), в зависимости от диаметра цилиндров и поршней, а так же тепловой зазор зависит от материала поршня и разумеется, чем больше тепловое расширение материала поршня, тем больше должен быть рабочий зазор между поршнем и цилиндром двигателя. Раньше, когда поршни делали из такого же материала как и гильзы цилиндров, то есть из чугуна, рабочий зазор был очень мал, ведь тепловое расширение у гильзы и у поршня было практически одинаковым.
Кстати и сейчас, у самых современных двигателей, у которых блок цилиндров изготовлен из лёгкого сплава и имеет почти такое же тепловое расширение как и поршни, то есть блок цилиндров не имеет гильз, а имеет никасилевое покрытие, или ещё более современное покрытие керонайтом, рабочие зазоры соответственно меньше, чем у более старых чугунных блоков, или алюминиевых блоков с чугунными гильзами.
Конечно же любой грамотный расточник знает (или уточняет перед расточкой), какие должны быть рабочие зазоры между поршнем и цилиндром, в зависимости от материала цилиндров и их теплового расширения.
Но получить после расточки требуемый рабочий зазор между новым ремонтным поршнем и стенками цилиндров — это ещё не всё. Также обязательно следует добиться того, чтобы конусность и элипсность каждого цилиндра в блоке не превышали допустимые 0,01 мм.
Иначе в цилиндрах вашего двигателя не получится нужного рабочего зазора по всей поверхности стенок цилиндров и конечно же нормального прилегания поршневых колец к стенкам цилиндров по всей их поверхности. Ну и конечно же следует добиться того, чтобы все цилиндры были абсолютно параллельны относительно друг друга ( в пределах точности до 0,01 мм., по всей длине цилиндров). Иначе шатуны и поршни (а значит и вкладыши) будут работать с некоторым перекосом и будут изнашиваться неравномерно.
И ещё следует напомнить, что сама по себе качественная расточка цилиндров блока далеко не быстрая операция, ведь кроме учёта всех выше описанных мной важных нюансов и выверки положения блока цилиндров, относительно оси расточной головки станка, следует производить процесс растачивания стенок цилиндров с малой подачей, которая позволяет добиться нормального качества поверхности стенок цилиндров, а работа с малыми подачами требует определённого времени.
Но только учитывая все вышеописанные нюансы, можно гарантировать высокое качество расточки блока и всего ремонта вашего двигателя.
Совместить ось растачиваемого цилиндра с осью расточной головки совсем несложно с помощью подходящего по диаметру конуса, закрепляемого в шпинделе станка и опускаемого в цилиндр, и затем перепроверить соосность с помощью индикатора часового типа, так же закреплённого на шпинделе станка. И только после этого стоит закреплять блок к поверхности стола станка для дальнейшей расточки. Это показано в видеоролике чуть ниже. А вот другие проверочные операции (например добиться чтобы конусность и элипсность каждого цилиндра не превышали 0,01 мм.) сделать несколько сложнее.
Оборудование для расточки блока цилиндров.
Ну и напоследок следует написать несколько слов о том, с помощью чего производят сам процесс расточки цилиндров двигателей.
Как известно многим, расточные станки (особенно от авторитетных фирм), которые используют для расточки и хонинговки блоков цилиндров, имеют не малую цену и недоступны большинству гаражных мастерских и даже многим СТО широкого профиля.
И такое оборудование могут позволить себе лишь раскрученные специализированные СТО и технические центры. А чтобы окупить дорогой станок достаточно быстро, потребуется постоянная загрузка станка. И выдержать напряжённый режим работы разумеется сможет только качественное оборудование от авторитетных фирм.
К тому же качественное современное оборудование позволяет ускорить операции по настройке, расточке и хонинговке блоков в несколько раз, по сравнению с древним отечественным оборудованием. Чтобы понять на сколько быстрее, то следует отметить, что многие станки от европейских или американских производителей позволяют расточить четырёхцилиндровый блок цилиндров в течение 20-30 минут, при съеме слоя металла со стенок цилиндров до 0,5 мм (на диаметр).
До сих пор самым распространённым и надёжным были и остаются станки фирмы «Sunnen» американских производителей (например станок CV616). Их станки имеют целый ряд преимуществ перед отечественным оборудованием — высокая надёжность и производительность, описанная чуть выше, ну и разумеется достаточно высокая точность и простота настроек управления, а на современных станках наличие автоматики позволяет почти полностью автоматизировать процесс (например с помощью автоматической подачи хона на разжим брусков) при наличии заказов с одинаковыми параметрами.
К тому же некоторые станки, (например тот же CV616) позволяют без предварительной расточки сразу хонинговать стенки цилиндров под нужный окончательный диаметр цилиндров. Это существенно экономит время на обработку и электроэнергию.
Единственная задержка, и то в конце работы, нужна для быстрой смены брусков с более мелким зерном для финишного прохода (точнее для смены на специальные безабразивные щётки, которые не позволяют шаржироваться поверхности стенок цилиндров, как это происходит с обычными абразивными брусками, и в итоге поршневые кольца и сами поршни прослужат существенно дольше) .
Ну и естественно точность станков этой фирмы достаточно высока и позволяет добиться не только поверхности нужного класса шероховатости, но и конусности, а так же элипности цилиндров блока в пределах современных допусков, то есть не более 0,01 мм.
Ну и напоследок хочется отметить, что как правило вместе с расточкой блока в капремонт изрядно пробежавшего двигателя входит и шлифовка коленчатого вала с заменой вкладышей и подробно об этой операции желающие могут почитать вот здесь. Если же ваш двигатель имеет значительный пробег, то также не помешает произвести и ремонт постелей распределительного вала о котором я подробно описал в этой статье.
Вот вроде бы и всё, надеюсь эта статья о расточке блока цилиндров будет полезна, особенно новичкам, успехов всем.
Автосервис «Ремонт гбц, Расточка Блока, Шлифовка колечатого вала»
Схема проезда: автосервис «Ремонт гбц, Расточка Блока, Шлифовка колечатого вала», расположенный по адресу «Казань, улица Лебедева, 1к7»
Для полноценной работы с АвтоТочками
ваш браузер должен поддерживать
JavaScript. Включите его в настройках.
Включите его в настройках.
Ближайшие автосервисы
- Автосервис «MIX-AUTO»
Казань, Учительская улица, 2к1 - Автосервис «RaceBox»
Казань, Турбинная улица, 3 - Автосервис «Дежурный мастер»
Казань, улица Габдуллы Тукая, 115к6 - Автосервис «Центр АКПП»
Казань, Турбинная улица, 3к1 - Автосервис «Ремонт ТНВД»
Казань, улица Лебедева, 1к5
Другие точки в пределах 5 минут езды
- Шиномонтаж «Дежурный мастер»
Казань, улица Габдуллы Тукая, 115к6 - Магазин автозапчастей «Дежурный мастер»
Казань, улица Габдуллы Тукая, 115к6 - Магазин автозапчастей «Центр АКПП»
Казань, Турбинная улица, 3к1 - Шиномонтаж «MIX-AUTO»
Казань, Учительская улица, 2к1 - Магазин автозапчастей «MIX-AUTO»
Казань, Учительская улица, 2к1
Другие автосервисы
Полезно? Расскажите друзьям!
Расточка блока цилиндров
Расточка блока цилиндров – это проточка стенок цилиндров до идеальной геометрической формы, которая производится на специализированном оборудовании.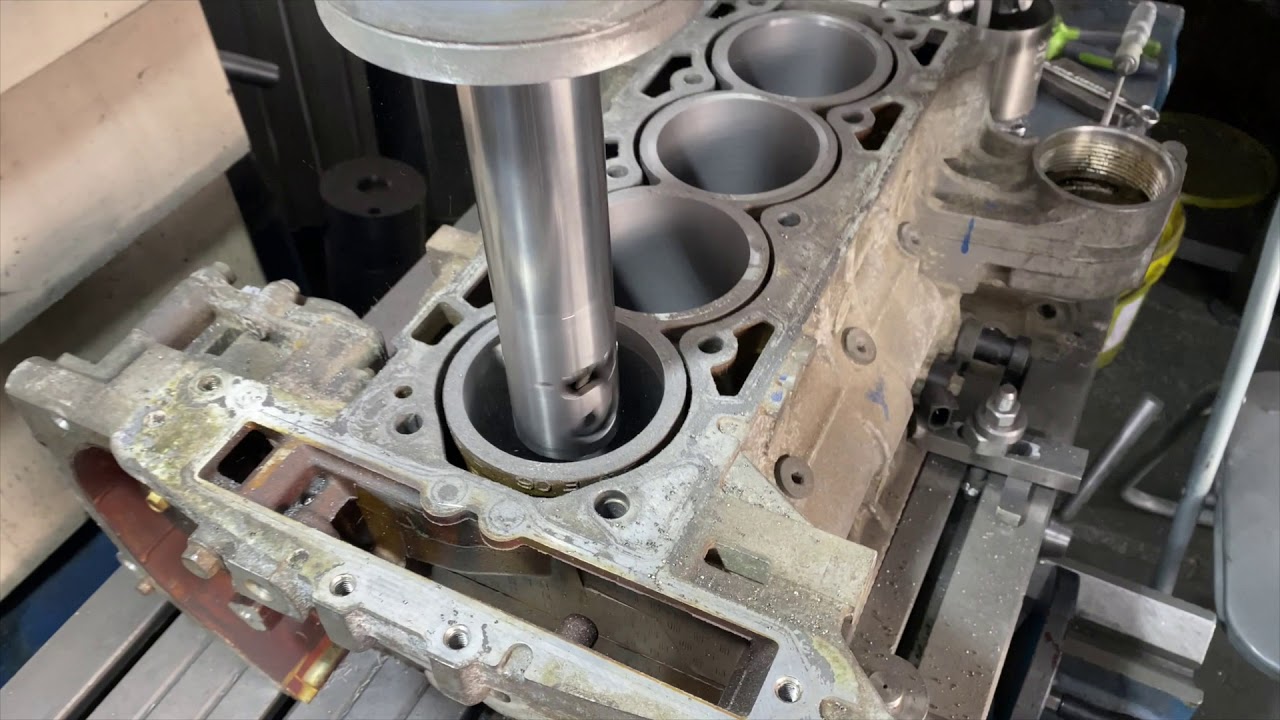 В процессе работы двигателя его детали постепенно изнашиваются. Цилиндр теряет свою начальную круглую форму, деформацию которого проверяют на специальных микрометрических приборах, после чего выдается заключение, какие работы необходимо произвести. Расточка блока убирает эллипсность и восстанавливает нужную геометрию цилиндров. Замена поршня на новый здесь не поможет, так как новый поршень имеет идеальную форму, а форма цилиндра изменилась. Поэтому еще необходимо воссоздать правильную соосность, чтобы в дальнейшей работе двигателя цилиндры не разбивались и сильное трение не разрушало остальные узлы поршневой группы. Расточка блока уберёт не только эллипсность, но и восстановит геометрию цилиндров. Необходимо чтобы эллипсность и конусность цилиндра не превышали 0,01 мм. Такая процедура требует большой точности, которая возможна только при работе на высокоточном оборудовании, но оно не всегда доступно большинству СТО в силу своей высокой цены. Наша компания имеет высокотехнологический парк станков, который постоянно модернизируется.
В процессе работы двигателя его детали постепенно изнашиваются. Цилиндр теряет свою начальную круглую форму, деформацию которого проверяют на специальных микрометрических приборах, после чего выдается заключение, какие работы необходимо произвести. Расточка блока убирает эллипсность и восстанавливает нужную геометрию цилиндров. Замена поршня на новый здесь не поможет, так как новый поршень имеет идеальную форму, а форма цилиндра изменилась. Поэтому еще необходимо воссоздать правильную соосность, чтобы в дальнейшей работе двигателя цилиндры не разбивались и сильное трение не разрушало остальные узлы поршневой группы. Расточка блока уберёт не только эллипсность, но и восстановит геометрию цилиндров. Необходимо чтобы эллипсность и конусность цилиндра не превышали 0,01 мм. Такая процедура требует большой точности, которая возможна только при работе на высокоточном оборудовании, но оно не всегда доступно большинству СТО в силу своей высокой цены. Наша компания имеет высокотехнологический парк станков, который постоянно модернизируется. Расточка блока процесс достаточно трудоемкий и требующий особой внимательности и точности. Такую работу следует проводить профессионалам с большим опытом работы, обладающим достаточными знаниями. При восстановлении блока, его нельзя рассматривать как просто деталь, требующую ремонта. При таком упрощенном подходе вы никогда не получите хороший результат. Так как пока это просто заготовка, и ей придется пройти немалый путь, прежде чем она станет деталью. Для того чтобы выполнить качественный ремонт блока цилиндров следует правильно выстроить всю цепочку работ, и обязательно после каждой стадии проверять геометрию блока. Наша компания «КВАЛИТЕТ» предоставляет высококвалифицированные услуги по расточки блока цилиндров в Новосибирске. Мы работаем более четверти века в данной сфере и гарантируем качество наших услуг!
Расточка блока процесс достаточно трудоемкий и требующий особой внимательности и точности. Такую работу следует проводить профессионалам с большим опытом работы, обладающим достаточными знаниями. При восстановлении блока, его нельзя рассматривать как просто деталь, требующую ремонта. При таком упрощенном подходе вы никогда не получите хороший результат. Так как пока это просто заготовка, и ей придется пройти немалый путь, прежде чем она станет деталью. Для того чтобы выполнить качественный ремонт блока цилиндров следует правильно выстроить всю цепочку работ, и обязательно после каждой стадии проверять геометрию блока. Наша компания «КВАЛИТЕТ» предоставляет высококвалифицированные услуги по расточки блока цилиндров в Новосибирске. Мы работаем более четверти века в данной сфере и гарантируем качество наших услуг!Ход двигателя в сравнении с поясненным внутренним диаметром
Назад в дни V-10 Формулы 1 не было ничего необычного в том, чтобы увидеть обороты двигателя почти до 20 000 об / мин — число, которое вы никогда не увидите на дорожных автомобилях.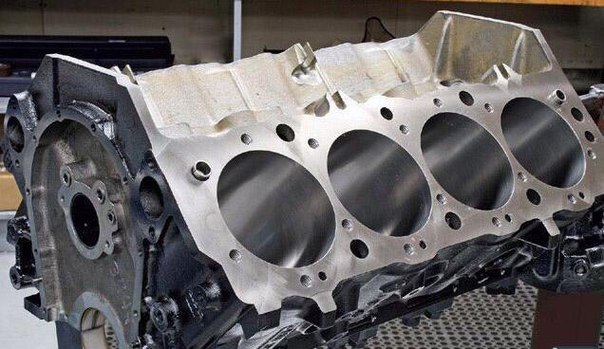 Это стало возможным только благодаря чрезвычайно короткому ходу двигателя и широкому проходу. Джейсон Фенске из Engineering Explained выпустил видео, в котором рассказывается, как именно изменение размеров двигателя может развивать большую мощность, даже если его общий рабочий объем остается прежним.
Это стало возможным только благодаря чрезвычайно короткому ходу двигателя и широкому проходу. Джейсон Фенске из Engineering Explained выпустил видео, в котором рассказывается, как именно изменение размеров двигателя может развивать большую мощность, даже если его общий рабочий объем остается прежним.
Диаметр цилиндра двигателя — это диаметр каждого цилиндра, а ход — это расстояние внутри цилиндра, которое проходит поршень.По сути, максимальная мощность двигателя зависит от того, сколько оборотов он может развивать. Чем больше оборотов в минуту, чем больше ходов, тем больше мощности он выдает в целом. Поэтому логично, что самые мощные двигатели также имеют самые высокие обороты. Поскольку поршню с коротким ходом не нужно перемещаться так далеко за каждый цикл, он может преодолевать большее расстояние за то же время по сравнению с двигателем с более длинным ходом и меньшим внутренним диаметром. Это означает больше оборотов. Точно так же больший диаметр означает больший размер клапанов, что означает, что он может всасывать и выталкивать больше воздуха в каждом цикле. А больше воздуха означает больше мощности.
А больше воздуха означает больше мощности.
Работает и в обратном направлении. Допустим, ваша цель — эффективность, а не мощность. Таким образом, лучшим двигателем будет двигатель с маленьким диаметром цилиндра и большим ходом. Почему? Что ж, это немного сложнее, чем уравнение мощности, но оно включает площадь поверхности. По сути, чем больше площадь поверхности цилиндра во время сгорания, тем меньше энергии теряется на тепло, что приводит к более эффективному циклу.
Но это всего лишь простые объяснения.Если вы хотите узнать все, что нужно знать о диаметре ствола и ходу, посмотрите видео Фенске выше.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти больше информации об этом и подобном контенте на сайте piano.io.
Диаметр цилиндра или ход поршня: что дает больше мощности?
Если вы не водите автомобиль Mazda с роторным двигателем, характеристики вашего бензинового или дизельного двигателя в значительной степени определяются его внутренним диаметром (шириной или диаметром цилиндров) и ходом (расстоянием, которое поршень проходит внутри цилиндра).
Но если вы хотите увеличить мощность, что лучше: увеличить диаметр цилиндра или ход поршня? Джейсон Фенске из Engineering Explained разбирает это в сопроводительном видео.
Короткий ответ заключается в том, что больший диаметр отверстия — лучший способ получить больше мощности. Это создает больше места, позволяя увеличить отверстия для клапанов, что, в свою очередь, может подавать больше топлива и воздуха в цилиндр. Это плохо работает на низких оборотах, но работает на высоких оборотах. Это хорошо сочетается с другим фактором. Большее отверстие с более коротким ходом также позволяет двигателю увеличивать обороты, что создает больше лошадиных сил.
И наоборот, длинный ход, как правило, лучше с точки зрения топливной экономичности, поскольку он уменьшает площадь поверхности во время сгорания. При меньшей площади поверхности остается меньше места для отвода тепла, что обеспечивает превращение большей части энергии сгорания в полезную работу по толканию поршня вниз.
Малогабаритный длинноходный двигатель также требует, чтобы пламя перемещалось на меньшее расстояние во время сгорания, а это означает, что продолжительность горения короче. Это позволяет сгоранию снова выполнять больше работы и повышать эффективность двигателя.
Однако это всего лишь обобщения. Двигатели с большим диаметром цилиндра могут быть эффективными, а двигатели с длинным ходом — мощными. Но, не глядя на какие-либо другие переменные, существует корреляция между размером отверстия и мощностью, а также между длиной хода и эффективностью.
Диаметр цилиндра и ход поршня — не единственные факторы, влияющие на конструкцию двигателя, и поэтому это не жесткие правила. Масса вращающихся частей и использование турбонаддува или наддува могут повлиять на выходную мощность и эффективность.
Если говорить о двигателе отдельно, то это лишь часть картины. Производительность двигателя в конечном итоге определяется автомобилем, в котором он используется. Выбор трансмиссии, а также вес и аэродинамика автомобиля также влияют на эффективность. В то же время мощный двигатель бессмысленен, если его нельзя передать на асфальт.
В то же время мощный двигатель бессмысленен, если его нельзя передать на асфальт.
Для большей глубины посмотрите видео выше. Как и во всех видеороликах по EE, вы обязательно расширите свои знания в области автомобильной техники.
Диаметр цилиндра и ход поршня
| Диаметр цилиндра и ход поршня | ГленнИсследовательский центр Центр |
На этой странице мы представляем некоторые технические определения, которые используются
описать
двигатель внутреннего сгорания.На рисунке показана компьютерная анимация одного цилиндра братьев Райт.
Авиадвигатель 1903 года.
Небольшой раздел
коленчатый вал
показан красным, поршень и шток показаны серым, а
цилиндр, содержащий поршень, показан синим цветом. Мы сократили
цилиндр, чтобы мы могли заметить движение поршня.
Коленчатый вал делает один оборот при движении поршня. сверху цилиндра (внизу слева на рисунке) вниз (вверху справа) и обратно вверх.Поскольку поршень соединен с коленчатым валом, можно отметить движение поршня по углу поворота коленчатого вала.
Нулевые градусы возникают, когда поршень находится в верхней части цилиндра. С тех пор составляют 360 градусов за один оборот, поршень находится внизу, когда угол поворота коленвала составляет 180 градусов. Расстояние, пройденное поршнем от нуля градусов до 180 градусов называется ходом — S поршня. Это объясняет, почему двигатель Райта и современные автомобильные двигатели называют четырехтактные двигатели.2/4
Этот объем называется рабочим объемом , потому что
Работа
выполняется движущимся газом под давлением, равным давлению газа, умноженному на
объем перемещаемого газа.
Для своего двигателя 1903 года братья Райт выбрали диаметр цилиндра 4 дюйма и диаметр цилиндра.
ход 4 дюйма. Объем рабочей жидкости для одного поршня составляет 50,26 куб. дюймы. Братья использовали четыре поршня, так что сумма всех рабочих
объем 201 куб. дюйм. Для любого двигателя внутреннего сгорания сумма
все рабочие объемы всех цилиндров
называется полным рабочим объемом двигателя.
дюймы. Братья использовали четыре поршня, так что сумма всех рабочих
объем 201 куб. дюйм. Для любого двигателя внутреннего сгорания сумма
все рабочие объемы всех цилиндров
называется полным рабочим объемом двигателя.
Активности:
Экскурсии с гидом
Навигация ..
- Руководство для начинающих Домашняя страница
Отношение рабочего диаметра к цилиндру: ключ к эффективности двигателя
Хотя существует множество факторов, влияющих на эффективность двигателя, основным фактором, который необходимо учитывать, является сама геометрия двигателя. Имеет значение не только общий размер двигателя, но и соотношение сторон цилиндров двигателя, определяемое отношением хода к диаметру цилиндра.Чтобы объяснить причину, необходимо учитывать три фактора: теплопередачу в цилиндре, продувку цилиндра и трение.
Простые геометрические соотношения показывают, что цилиндр двигателя с более длинным отношением хода к диаметру цилиндра будет иметь меньшую площадь поверхности, подверженную воздействию газов камеры сгорания, по сравнению с цилиндром с более коротким отношением хода к диаметру цилиндра. Меньшая площадь напрямую ведет к уменьшению теплопередачи в цилиндре, увеличению передачи энергии к коленчатому валу и, следовательно, более высокому КПД.
Меньшая площадь напрямую ведет к уменьшению теплопередачи в цилиндре, увеличению передачи энергии к коленчатому валу и, следовательно, более высокому КПД.
На продувку цилиндра — явление двухтактного цикла, при котором продукты выхлопа в цилиндре заменяются свежим воздухом, — также сильно влияет соотношение рабочего диаметра цилиндра в двухтактном двигателе с оппозитными поршнями и однопоточной продувкой. . По мере увеличения отношения длины хода к диаметру цилиндра увеличивается и расстояние, которое свежий воздух должен пройти между впускными отверстиями на одном конце цилиндра и выпускными отверстиями на другом конце. Это увеличенное расстояние приводит к более высокой эффективности продувки и, как следствие, к меньшей работе насоса, поскольку меньше свежего воздуха теряется из-за короткого замыкания заряда.
На трение в двигателе влияет соотношение длины и диаметра цилиндра из-за двух конкурирующих эффектов: трения в подшипниках коленчатого вала и трения силового цилиндра. По мере уменьшения отношения хода к диаметру отверстия в подшипнике увеличивается трение, поскольку большая площадь поршня передает большие силы на подшипники коленчатого вала. Однако соответствующий более короткий ход приводит к уменьшению трения силового цилиндра, возникающего на границе раздела кольцо / цилиндр.
По мере уменьшения отношения хода к диаметру отверстия в подшипнике увеличивается трение, поскольку большая площадь поршня передает большие силы на подшипники коленчатого вала. Однако соответствующий более короткий ход приводит к уменьшению трения силового цилиндра, возникающего на границе раздела кольцо / цилиндр.
В Achates Power мы провели обширный анализ во всех трех областях, чтобы правильно определить оптимальную геометрию двигателя, которая дает наилучшие возможности для создания высокоэффективного двигателя внутреннего сгорания.Моделирование цилиндров показало, что теплопередача быстро увеличивается ниже отношения хода поршня к диаметру около 2, моделирование систем двигателя показало, что работа насоса быстро увеличивается ниже отношения хода поршня к диаметру около 2,2 (из-за связанное с этим снижение эффективности продувки), а модели трения двигателя показали, что значения трения подшипника коленчатого вала и силового цилиндра по большей части компенсируют друг друга для нашего двухтактного двигателя с оппозитными поршнями.
Здесь следует отметить, что в двигателе с оппозитными поршнями, где два поршня на цилиндр работают в противоположном возвратно-поступательном движении, «ход» является результатом комбинированных движений двух поршней и примерно вдвое превышает расстояние одного поршней перемещается за пол-оборота.Этот факт позволяет двигателю с оппозитными поршнями иметь гораздо большее отношение хода поршня к внутреннему диаметру, чем двигатель с одним поршнем на цилиндр, без чрезмерно высоких средних скоростей поршней, которые отрицательно сказываются на инерционной нагрузке и трении.
Для контекста, ниже приведен график зависимости удельной мощности от отношения рабочего диаметра некоторых современных четырехтактных двигателей, предназначенных для широкого спектра применений. Обратите внимание, что все двигатели в таблице имеют головки цилиндров, поэтому ход описывает фактический ход поршня.Данные на графике показывают тенденцию, при которой двигатели, которым требуется высокая удельная мощность — например, в гоночных автомобилях — имеют малое отношение длины хода к диаметру цилиндра, а двигатели, требующие высокой топливной эффективности, — например, в тяжелых грузовиках и морских судах. грузовые суда — имеют большое отношение длины хода к диаметру ствола.
грузовые суда — имеют большое отношение длины хода к диаметру ствола.
Ограничивающим фактором в этом соотношении являются силы инерции, возникающие в результате движения поршня. Для достижения высокой удельной мощности двигатель должен работать на высоких оборотах (до 18 000 об / мин для двигателя Формулы 1), что приводит к высоким инерционным силам, которые необходимо ограничивать с помощью небольшого отношения хода поршня к диаметру цилиндра.Для применений, требующих высокого КПД, необходимо большое отношение длины хода к диаметру отверстия и, опять же из-за инерционных сил поршня, требуется более низкая частота вращения двигателя и меньшая удельная мощность. Для морского применения с ходом 2,5 м частота вращения двигателя ограничена 102 об / мин.
Для сравнения: двухтактный двигатель с оппозитными поршнями Achates Power разрабатывается с соотношением рабочего диаметра в диапазоне от 2,2 до 2,6. Этот диапазон значений отношения хода поршня к диаметру цилиндра позволяет нам создать высокоэффективный двигатель внутреннего сгорания, сохраняя при этом средние скорости поршня, сопоставимые с двигателями, доступными в настоящее время для средних и тяжелых условий эксплуатации. Любой двухтактный двигатель с оппозитными поршнями с отношением рабочего диаметра к цилиндру ниже 2 будет страдать от высокой теплопередачи в цилиндре и плохой продувки, которые снижают общую эффективность двигателя.
Любой двухтактный двигатель с оппозитными поршнями с отношением рабочего диаметра к цилиндру ниже 2 будет страдать от высокой теплопередачи в цилиндре и плохой продувки, которые снижают общую эффективность двигателя.
Растачивание, хонингование и балансировка вашего двигателя
Модификация и перестройка двигателей является большим увлечением для людей, которые любят высокопроизводительные автомобили, и тех, кто хочет вдохнуть новую жизнь в любимые автомобили.Работа с механической мастерской для обработки некоторых из более сложных частей модификации и восстановления двигателя вашего автомобиля гарантирует, что работа будет выполнена правильно, поскольку механики в этих мастерских имеют профессиональную подготовку и нужные инструменты, компоненты и автомобильные аксессуары для обеспечения точности нужный. Это особенно важно, когда дело доходит до расточки, хонингования и балансировки двигателя.
Растачивание двигателя предполагает использование станков для расширения и сужения цилиндров.С точки зрения производительности, сверление двигателя может дать вам больше мощности и крутящего момента, поскольку это изменит рабочий объем двигателя. Рабочий объем двигателя относится к рабочему объему всех поршней внутри цилиндров двигателя. Рабочий объем влияет на то, сколько топлива потребляет цилиндр для создания мощности, при этом двигатели с большим объемом потребляют больше воздуха и топливной смеси за один оборот, что приводит к более мощному сгоранию.
Объем двигателя играет важную роль в определении мощности и крутящего момента вашего двигателя и его экономии топлива.В общем, чем больше рабочий объем вашего двигателя, тем большую мощность он может создать. Меньший рабочий объем может привести к большей экономии топлива.
На самом деле для расчета смещения используется математическое уравнение:
Объем двигателя = π / 4 * диаметр цилиндра * ход * количество цилиндров.
Рабочий объем — это лишь один из факторов, влияющих на мощность вашего двигателя. Другие факторы включают подачу топлива, расположение клапанного механизма, принудительную индукцию и системы зажигания.В некоторых странах автомобили облагаются налогом в зависимости от объема двигателя.
Растачивание производится также при ремонте двигателей механиками. За годы эксплуатации цилиндры двигателя изнашиваются, так как напряжения трения вызывают износ. Растачивание цилиндров двигателя помогает очистить их от мусора, который может накапливаться за годы эксплуатации.
Растачивание двигателя лучше доверить профессиональным механикам, так как неудачная работа может привести к серьезным проблемам. Если отверстие не выполнено правильно, это может привести к детонации в двигателе.
Пуск двигателя — еще один метод увеличения рабочего объема. Ход двигателя позволяет получить больший рабочий объем, чем растачивание, но также требует большой точности при выборе подходящих автомобильных аксессуаров и запчастей.
При такте двигателя механик изменит расстояние, на которое поршень проходит в отверстии цилиндра. Увеличивая расстояние, на которое поршень проходит в цилиндре, механик может увеличить рабочий объем двигателя. Ход двигателя также увеличивает крутящий момент за счет увеличения плеча или рычага коленчатого вала двигателя.
ХонингованиеХонингование включает использование абразива для создания прецизионной поверхности на куске металла. Хонингование используется во многих сферах, например, при чистовой обработке цилиндров автомобильных двигателей.
При хонинговании цилиндров механики используют вращающийся инструмент, снабженный абразивом, для удаления металла изнутри цилиндра. Хонингование цилиндра помогает довести внутреннюю поверхность цилиндра до определенного диаметра и формы. Хонингование выполняется после растачивания, чтобы сгладить неровности поверхности цилиндра, вызванные растачиванием.
Абразивы, обычно используемые при хонинговании, включают карбид кремния и оксид алюминия.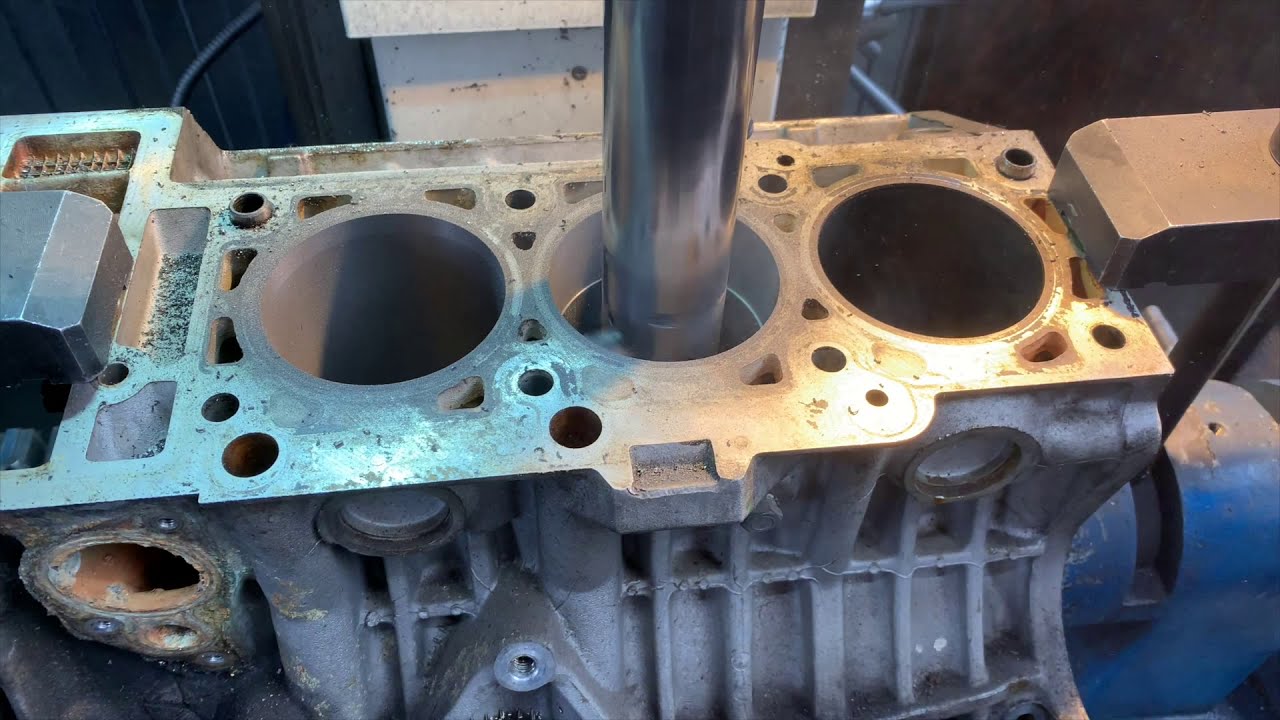 Эти абразивы недорогие и универсальные. В последнее время производители высокопроизводительных двигателей все чаще обращаются к алмазным абразивам. Механики больше любят эти абразивы, потому что они могут удерживать режущую кромку дольше, чем другие формы абразивов.
Эти абразивы недорогие и универсальные. В последнее время производители высокопроизводительных двигателей все чаще обращаются к алмазным абразивам. Механики больше любят эти абразивы, потому что они могут удерживать режущую кромку дольше, чем другие формы абразивов.
Очень важно правильно отточить. Плохая хонинговальная работа может привести к неправильной посадке поршневых колец, которая будет препятствовать потоку масла, а также к некоторым другим негативным последствиям.
Хонингование затруднено. Среднестатистический механик по теневому дереву не имеет инструментов или технических навыков, чтобы воспроизвести заводскую отделку цилиндра. В некоторых частях страны, где проводятся испытания на выбросы, это может быть проблемой, поскольку неправильно отточенные цилиндры могут привести к тому, что автомобиль не пройдет проверку на выбросы.
Балансировка Балансировка двигателя — еще одна важная часть восстановления или модификации двигателя.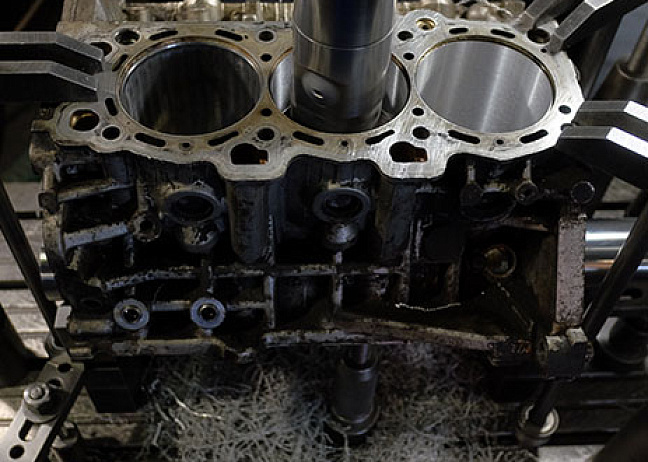 Баланс вашего двигателя влияет на многие аспекты его работы, в том числе на его:
Баланс вашего двигателя влияет на многие аспекты его работы, в том числе на его:
- Долговечность
- Производительность
- Мощность
- Топливная эффективность
- Шум
- Вибрация
- Воздействие на окружающую среду
Короче говоря, балансировка вашего двигателя уравновешивает возвратно-поступательные и вращающие силы, возникающие в вашем двигателе, что позволяет ему работать более плавно и пользоваться большей полезностью и долговечностью.Многие люди не осознают, что их автомобили приводятся в движение за счет мини-взрывов в двигателе, которые происходят во время сгорания. Балансировка двигателя помогает управлять воздействием этих реакций.
Одной из основных задач балансировки двигателя является выравнивание веса различных деталей. Механики должны уравновесить вес поршней, пальцев, колец, шатунов, болтов шатунов и подшипников, чтобы уравновесить силы, действующие на коленчатый вал автомобиля.
При балансировке двигателя механики точно взвешивают детали, чтобы определить, какой поршень и шток самые легкие.Затем механики обрабатывают другие штоки и поршни, чтобы они были равны самому легкому в наборе.
Затем оцениваются вращающиеся и возвратно-поступательные грузы изолированно друг от друга. После того, как веса были определены, на каждой шейке штанги собираются грузики, имитирующие весь вращающийся вес и половину возвратно-поступательного веса. Затем коленчатый вал помещается на балансир двигателя и вращается.
В некоторых случаях механики будут пытаться перебалансировать коленчатый вал, чтобы минимизировать вибрации и гармоники в определенном диапазоне оборотов.
Опять же, важно, чтобы работу по балансировке выполнял квалифицированный профессионал с соответствующими инструментами, чтобы обеспечить очень точную балансировку двигателя, особенно если вы выполняете модернизацию характеристик своего автомобиля.
Быстро развивающийся рынок запчастей для автомобилей Ремонт двигателей и другие послепродажные работы — это быстро развивающаяся отрасль в США. Американцы любят свои автомобили, и им нравится персонализировать их с помощью уникальных функций или повышать их производительность с помощью двигателя и других модификаций.В США рынок запчастей для автомобилей оценивается примерно в 318,2 миллиарда долларов, и на нем работают более 4 миллионов человек.
Американцы любят свои автомобили, и им нравится персонализировать их с помощью уникальных функций или повышать их производительность с помощью двигателя и других модификаций.В США рынок запчастей для автомобилей оценивается примерно в 318,2 миллиарда долларов, и на нем работают более 4 миллионов человек.
Среди автолюбителей существует сильное движение «сделай сам», но многие даже самые упорные мастера работают с механическими цехами и другими профессиональными механическими мастерскими для выполнения самых сложных автомобильных работ.
При выборе механической мастерской для ремонта или модернизации двигателя обязательно задавайте следующие вопросы:
Является ли этот магазин надежным поставщиком необходимого мне ремонта или модернизации двигателя? Как его профессиональная репутация в обществе? Если многие из ваших друзей и соседей не могут сказать ничего хорошего о механике, с которым вы собираетесь вести дела, примите это как предупреждение.Репутация — это все в этом бизнесе. Магазины, которые делают хорошую работу, получают хорошие отзывы из уст в уста.
Магазины, которые делают хорошую работу, получают хорошие отзывы из уст в уста.
Есть ли в этом магазине подходящие инструменты для работы? Обычным людям может быть немного сложно это оценить. Возможно, стоит потратить время на то, чтобы поговорить с магазином, который вы планируете, узнать, какие инструменты они используют, а затем провести небольшое исследование.
Кажется, персонал заинтересован в его работе? Автолюбители обычно могут сказать, когда их механик разделяет их энтузиазм, а когда они просто делают работу.Механики, которые с энтузиазмом относятся к вашему проекту, с большей вероятностью приложат к нему немного дополнительных усилий.
Team C Performance Center предоставляет автозапчасти и механический цех с полным спектром услуг для автолюбителей в районе Лос-Анджелеса. Компания Team C Performance работает с 1978 года и предлагает сотни высокопроизводительных автозапчастей и автомобильных аксессуаров от более чем 150 производителей. Механический цех может помочь вам с расточкой, хонингованием, настилом, изменением размеров штоков, работой с клапанами, полным ремонтом двигателя и многим другим.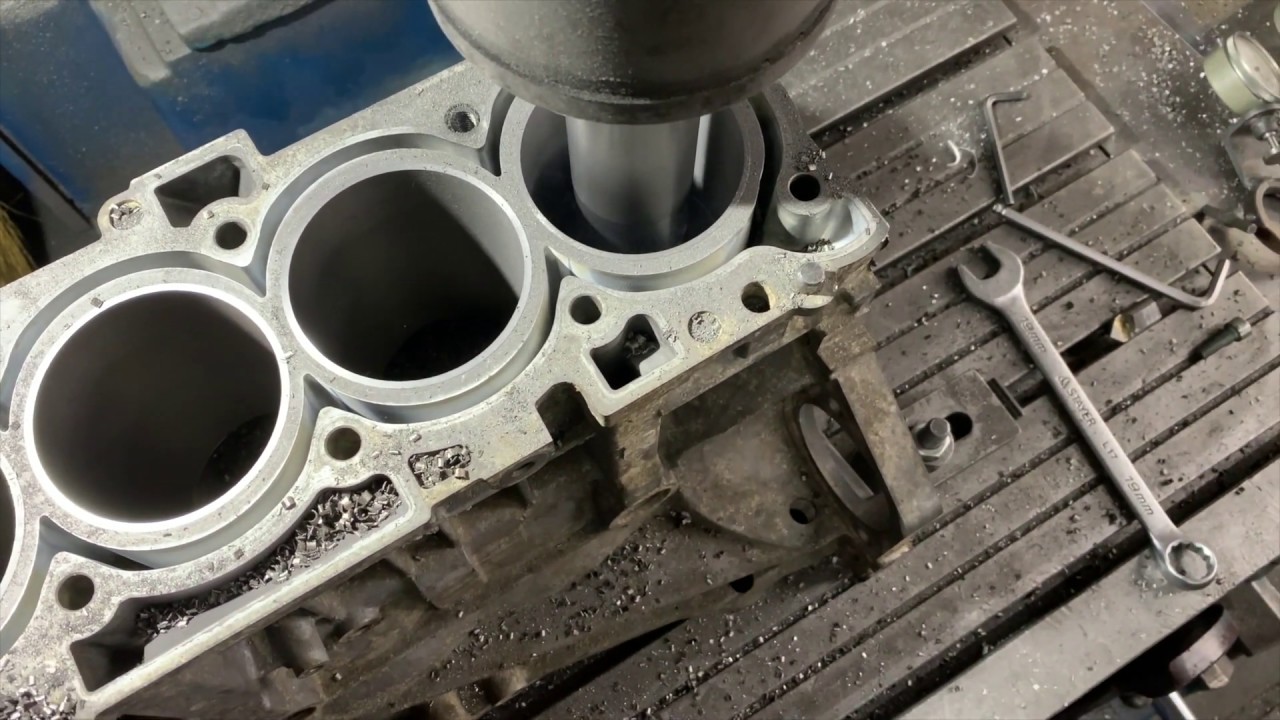 Посетите сегодня, чтобы узнать, как Team C Performance Center может помочь вам создать автомобиль, о котором вы всегда мечтали.
Посетите сегодня, чтобы узнать, как Team C Performance Center может помочь вам создать автомобиль, о котором вы всегда мечтали.
Источники
1. https://itstillruns.com/bore-out-engine-cylinder-7500753.html
2. http://www.enginebuildermag.com/2002/11/the-smooth-science-of-cylinder-honing/
3. http://www.autocare.org/Secondary.aspx?id=77&gmssopc=1
Диаметр отверстия Vs. Инсульт — какой из них стоит больше энергии?
Один из основных клиентов хот-роддинга ищет способы добавить больше мощности.Один из популярных способов сделать это — добавить смещение. Для этого в конфигурации двигателя есть два измерения, которые определяют рабочий объем: диаметр цилиндра и ход двигателя.
Рискуя заявить очевидное, внутренний диаметр двигателя равен диаметру цилиндра (и поршня внутри него), а ход — это расстояние по вертикали, которое поршень проходит внутри цилиндра. Как в реальной жизни, так и в Интернете ведется много споров о том, какое измерение стоит большей силы.
Как в реальной жизни, так и в Интернете ведется много споров о том, какое измерение стоит большей силы.
Введите Джейсона Фенске из инженерного отдела. С его желанием объяснить, как работает почти все, что угодно, автомобильная промышленность, он взял на себя эту тему. «Если ваша цель — создать как можно больше лошадиных сил, есть причины, по которым предпочтительнее использовать больший диаметр цилиндра по сравнению с длиной хода», — начинает Фенске. Однако, если ваша цель — создать двигатель, который будет максимально эффективным, есть причины использовать более длинный ход поршня по сравнению с внутренним диаметром цилиндра ».
Чтобы полностью проиллюстрировать различия, он придумал несколько довольно крайних примеров на обоих концах спектра (больше, чем скучный заводской двигатель.На 040 дюймов больше или с добавлением хода 0,5 дюйма).
Здесь вы можете увидеть размеры цилиндров в качестве примера, использованных во всех расчетах, все они имеют рабочий объем 0,5 литра (30,5 кубических сантиметров). Слева находится цилиндр больше, чем, но с соотношением цилиндров и ходов двигателя F1, Типичный квадратный цилиндр, используемый во многих двигателях 2,0-литрового I4 и 3,0-литрового V6, и увеличенный длинноходный цилиндр с противоположным диаметром цилиндра. передаточное число как у двигателя F1.
Слева находится цилиндр больше, чем, но с соотношением цилиндров и ходов двигателя F1, Типичный квадратный цилиндр, используемый во многих двигателях 2,0-литрового I4 и 3,0-литрового V6, и увеличенный длинноходный цилиндр с противоположным диаметром цилиндра. передаточное число как у двигателя F1.
«В рамках этого обсуждения мы обсудим три цилиндра с одинаковым рабочим объемом.У всех будет полулитровый рабочий объем, а середина дорожного примера будет квадратной с диаметром отверстия 86 мм (3,386 дюйма) и ходом поршня 86 мм. Квадратный цилиндр объемом 0,5 литра используется во многих дорожных двигателях, особенно в 2,0-литровых I4 и 3,0-литровых V6 », — говорит Фенске
. Для примера двигателя с прямоугольным сечением (диаметр цилиндра больше хода) Fenske создал цилиндр диаметром 117 мм (4,606 дюйма) и ходом поршня 47 мм (1,850 дюйма). «Таким образом, соотношение цилиндров к ходу поршня сравнимо с двигателем F1», — объясняет Фенске.«Как правило, цилиндры F1 не такие большие, но эти размеры обеспечивают, например, цилиндры одинакового рабочего объема».
Для нижнего квадрата (ход больше диаметра отверстия) был создан другой цилиндр увеличенных размеров с внутренним диаметром 63 мм (2,480 дюйма) и ходом 158 мм (6,220 дюйма). У этого цилиндра обратное соотношение диаметра цилиндра к ходу хода по сравнению с двигателем F1 », — говорит Фенске. «Диаметр 63 мм с ходом 158 мм — это далеко не то, что вы обычно используете в дорожных автомобилях, но это поможет проиллюстрировать основные моменты.”
Создание лошадиных силОдна вещь, которую следует помнить о лошадиных силах, особенно при погоне за ней, заключается в том, что это расчетная единица, и по сути это крутящий момент во времени. «Одна из важнейших составляющих мощности — это то, насколько быстро вы можете увеличить обороты двигателя», — говорит Фенске. «Это функция крутящего момента, умноженного на число оборотов в минуту, умноженного на 5 252 (в английских единицах измерения). Если крутящий момент остается постоянным, что нелегко сделать, мощность в лошадиных силах просто зависит от числа оборотов в минуту. Если вы можете увеличить обороты двигателя, вы сможете получить больше мощности, и это конечная цель.”
Существует множество факторов, определяющих максимальную частоту вращения двигателя, но для целей этого гипотетического обсуждения Fenske предпочитает использовать скорость поршня в качестве окончательного ограничивающего фактора потенциальной гипотетической скорости двигателя.
«Уменьшая длину хода, вы можете увеличить предел числа оборотов в минуту. Автомобильные двигатели обычно не превышают 25 метров в секунду. Как только вы превысите этот предел, вы начнете сталкиваться с проблемами. Мы можем довольно легко вычислить среднюю скорость поршня для различных примеров, используя следующее уравнение:
«Если мы знаем скорость поршня, мы можем подключить ее, а затем сделать некоторое деление и вычислить максимальное число оборотов в минуту на основе длины хода», — объясняет Фенске.«Для цилиндра с квадратной формой максимальная скорость составляет 16 000 об / мин. Для квадратного цилиндра это около 8700 об / мин, а для нашего недостаточно квадратного цилиндра наш предел будет около 4700 об / мин. Поскольку конфигурация с более коротким ходом может увеличивать обороты, она имеет больше рабочих ходов в секунду и, следовательно, дает больше мощности ».
Fenske отмечает, что тот факт, что двигатель может вращаться до 8700 об / мин без превышения скорости поршня, не означает, что двигатель будет иметь такие высокие обороты. Помимо скорости поршня, существуют и другие ограничивающие факторы.
Вторым преимуществом установки с большим отверстием является ее физически больший размер. «Это связано с размером ваших клапанов и объемом воздушного потока, который мы можем пропускать через двигатель», — говорит Фенске. Имея возможность устанавливать клапаны физически большего размера, вы можете перемещать больше воздуха в цилиндр и из него.
«Начиная с примера двигателя диаметром 80 мм, мы скажем, что он имеет два 30-миллиметровых впускных клапана и два 25-миллиметровых выпускных клапана. Используя этот пример, мы масштабируем его до наших примеров цилиндров », — постулирует Фенске.
«После масштабирования самый большой цилиндр имеет два впускных клапана 44 мм по сравнению с впускными клапанами 24 мм в примере с малым диаметром отверстия, а выпускные клапаны имеют размер 37 мм в примере с большим диаметром и 20 мм в самом маленьком. Теперь, если дать этим выпускным клапанам точно такой же подъем (5 мм), площадь впускных клапанов в самом большом примере составляет около 25,2 квадратных сантиметра; Например, 86-миллиметровый размер составляет 18,6 кв. см, а диаметр отверстия 63 мм — около 13,7 кв. см ».
Очевидно, что возможность перемещать почти вдвое больше воздуха является преимуществом для большего диаметра в этом примере, но в практических приложениях разница между «малым отверстием» и «большим отверстием» гораздо менее значительна.Тем не менее, Фенске действительно поднимает хороший момент в видео о больших клапанах и снижении объемного КПД на низких оборотах, но это кроличья нора на другой день.
В дополнение к более короткой длине хода и соответствующему теоретическому более высокому пределу оборотов, больший диаметр отверстия позволяет устанавливать в головку блока цилиндров более крупные клапаны, что, в свою очередь, увеличивает максимальный потенциал воздушного потока двигателя.
Создание эффективностиИногда цель не в максимальной мощности, а в том, чтобы иметь эффективный универсальный двигатель, например, уличный автомобиль.Согласно общей логике машиностроения, более длинный ход обеспечивает такую эффективность по сравнению с большим диаметром отверстия.
«Одна из причин, почему я часто слышал, почему длинноходные двигатели более эффективны, заключается в том, что площадь их поверхности относительно объема внутри цилиндра я мала, что означает меньшую общую площадь для отвода тепла. к, во время горения. Это означает, что большая часть этого тепла превращается в полезную работу, толкающую поршень вниз », — говорит Фенске.
«Вычислить площадь поверхности для наших примеров достаточно просто, и мы обнаружили, что квадратный двигатель имеет площадь поверхности 386 см2, квадратный двигатель имеет площадь 349 см2, а длинноходный двигатель имеет площадь поверхности. площадь 378 кв. см.Итак, мы видим, что по мере того, как вы уходите в любом направлении от квадратного двигателя, вы начинаете получать большую площадь поверхности ».
Может показаться, что эти цифры не подтверждают идею о том, что более длинный ход более эффективен. Однако Фенске указывает на недостаток в использовании общей площади цилиндра. «Вы должны учитывать степень сжатия и то, как выглядит цилиндр во время сгорания», — объясняет он.
«Подквадратный цилиндр на самом деле ближе всего к квадратному (во время горения) в этом примере.Посчитав числа в точке сгорания, вы увидите, что длинноходный цилиндр имеет наименьшую площадь поверхности и теперь превращает большую часть тепла от сгорания в полезную работу ».
Цифры в правом верхнем углу (386, 349 и 378) показывают, что общая площадь поверхности увеличивается по мере удаления от «квадратной» конфигурации. Однако учет формы цилиндра при сгорании (середина-нижний правый угол) показывает, что длинноходный цилиндр на самом деле ближе всего к квадрату в точке сгорания, что делает его конструкцию более эффективной.
С этим также связана продолжительность горения, которая, предупреждаем, становится сложной. «Логика здесь в том, что чем быстрее вы сможете сжечь топливовоздушную смесь, тем эффективнее будет ваш двигатель. Простой ответ на вопрос, почему малокалиберный длинноходовой двигатель сжигает заряд быстрее, заключается в том, что фронт пламени имеет меньшее расстояние для перемещения », — говорит Фенске.
«К тому времени, когда фронт пламени достиг стенки цилиндра двигателя с квадратной формой, поршень переместился дальше по каналу, чем в цилиндре с меньшим диаметром, и вы получите менее эффективное сгорание.”
Если вы действительно хотите погрузиться в тяжелую работу по вопросу о продолжительности ожога, перейдите к отметке 11:34 на видео, где Фенске рассказывает об обнаруженном им исследовании и объясняет опубликованные результаты. Это точно интересно.
Хотя эти примеры являются скорее иллюстративными, чем практическими, они действительно показывают различия в диаметре ствола и ходу в общих чертах. Фенске заканчивает видео отказом от ответственности, говоря: «Конечно, есть исключения из всего, что мы обсуждали.Тот факт, что двигатель имеет большой диаметр цилиндра, не означает, что он не может быть эффективным. Тот факт, что двигатель имеет большой ход, не означает, что он не может вырабатывать тонну лошадиных сил. Но если вы изолировать эти переменные по отдельности, вы увидите вот что ».
Простое объяснение продолжительности горения в верхнем правом углу показывает, что у фронта пламени просто меньше расстояния, чтобы пройти для полного горения. Иллюстрация в нижнем левом углу относится к исследованию, которое Фенске представил Юго-Западным исследовательским институтом, и довольно интересна, если не глубже, в научных исследованиях, чем мы можем здесь углубиться.
больших двигателей | Что мы делаем | FEV
FEV предлагает полный спектр инженерных услуг для двигателей большого диаметра. Эти услуги включают в себя разработку компонентов, а также полную поддержку разработки новых двигателей, начиная с этапа разработки концепции и заканчивая запуском производства. Все новейшие инструменты проектирования, необходимые для удовлетворения разнообразных требований, предъявляемых к разработке двигателей с большим диаметром цилиндра, доступны на FEV.
Поскольку FEV поддерживает такой широкий спектр инструментов автоматизированного проектирования (CAD) и автоматизированного проектирования (CAE), проектные работы в большинстве случаев могут выполняться напрямую с помощью платформы CAD, предпочитаемой заказчиком.Начиная с самых ранних этапов проектирования, структурные анализы для механической и термической оптимизации компонентов (нагрузки, деформации и т. Д.) Поддерживают проектные усилия. Такой подход обеспечивает значительную экономию времени и средств, поскольку позволяет избежать значительной части обычного экспериментального тестирования.
FEV предлагает услуги по развитию механики, включая функциональные и ресурсные испытания отдельных компонентов и двигателей в целом.